1
j Изобретение относится к области конн трольно-измерительной техники и может быть использовано при контроле деталей неразрушающими методами, а именно методом магнитного порошка.
Известное устройстве для механизиро, ванного магнитного контроля содержит усо ройство циркулярного намагничивания, уст. ройстБо поштучной выдачи деталей, транс- .портировки контролируемой детали на- пози1тю осмотра, устройство J)aзмaгничивaния
Однако контроль деталей на таких yciw ройствах осуществляется поштучно, т. е. пока одна деталь не пройдет весь цикл контроля и не будет снята с дефектоскопа, остальные находятся в загрузочном лотке. Это приводит к снижению производительности труда.
Цель изобретения - повысить производительность контроля.
Это достигается тем, что предлагаемый дефектоскоп снабжен узлом переворота де- /талей. Устройство транспортировки выпол. нено в виде гребенки для размещения на ней контролируемых деталей, установленного параллельно гребенке качающегося i относительно своей оси вала и ползуна, размещенного на валу с возможностью пе- ; ремешения вдоль него и жестко связанного, с гребенюай. Устройства намагничивания н размагничивания выполнены каждое в виде неподвижного и подвижного контактов, по- ; следний из которых посредством зубчатого зацепления взаимодействует с ползуном. Узел переворота деталей расположен между устройствами намагничивания и размагничивания и представляет собой барабан с двумя диаметрально противоположными проре-, зями, кинематически связанный с ползу- ;
ном...1
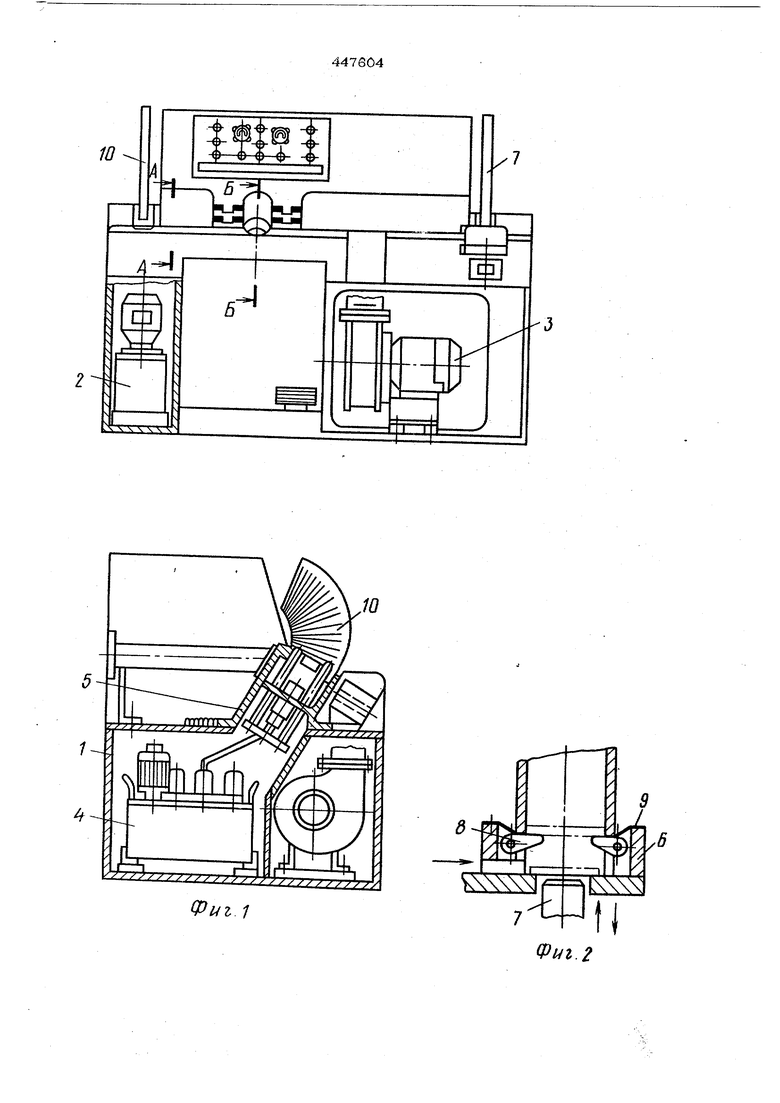
На фиг. 1 изображен описываемый дефектоскоп, общий вид и вид сбоку; на
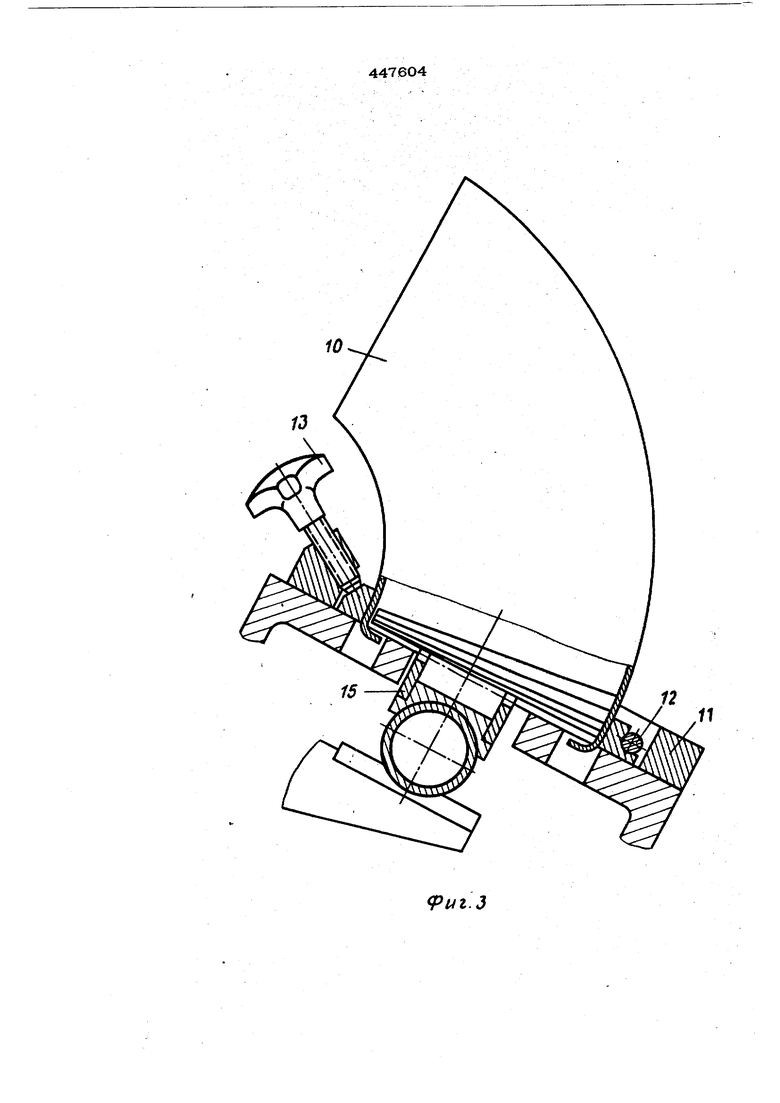
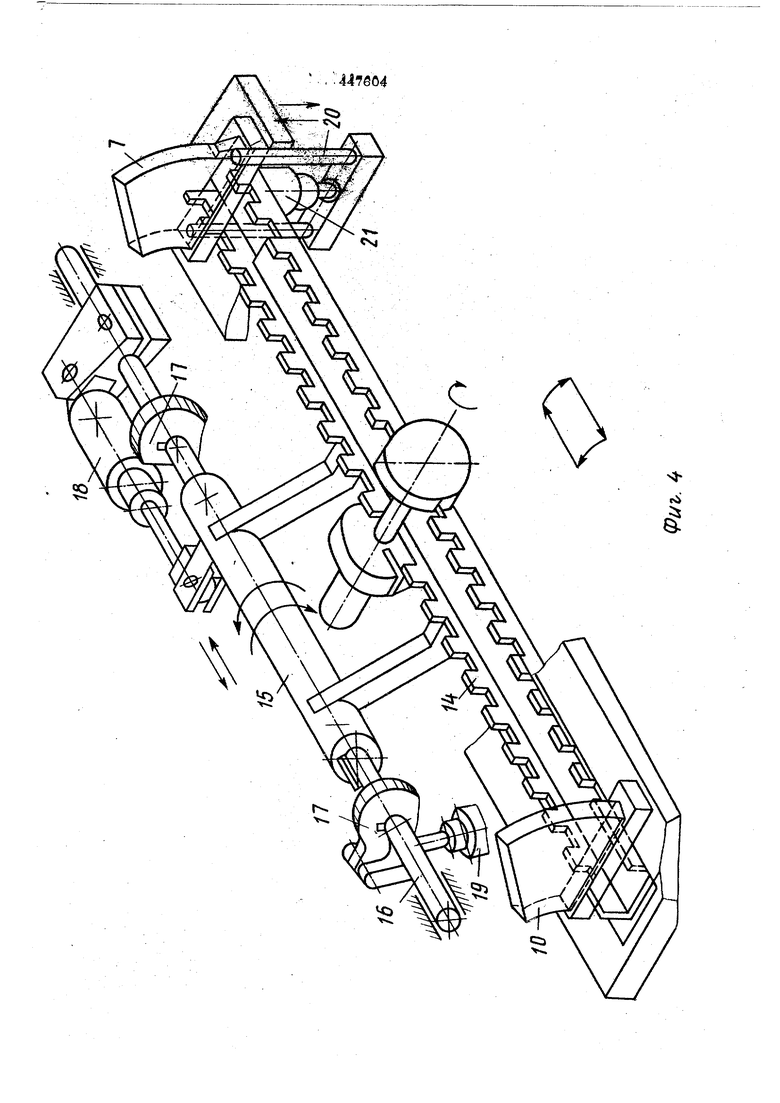
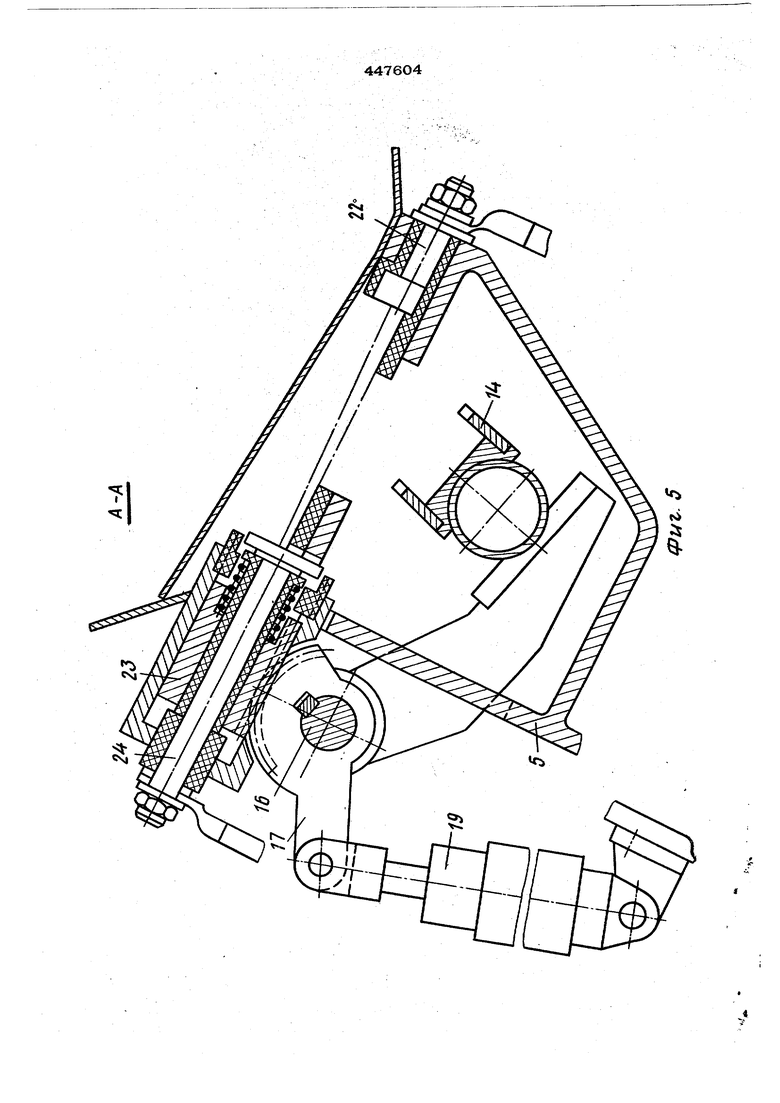
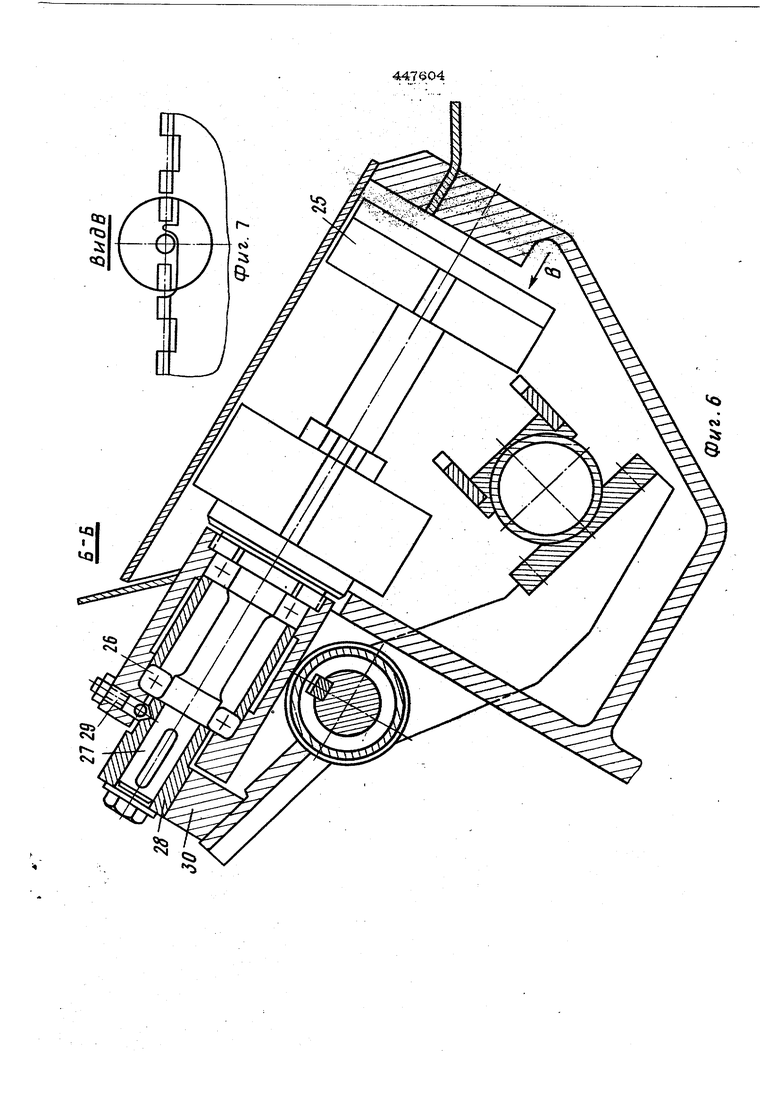
фиг. 2 - устройство поштучной выдачи деталей} на фиг.s3 - крепление устройства | выгрузки на столе дефектоскопа; на фиг. 4- устройство транспортировки; на фиг. 5 поперечный разрез по А-А на фиг. 1; на фиг. 6 - поперечный разрез по Б-Б на фиг, 1; на фиг. 7 - вид по стрелке В i
. на фиг. 6 (в положении гребенка подшгга)
Предлагаемое устройство состоит из нижней станины 1, внутри которой устано&;лены нагнетатель 2 суспензии, сушильный агрегат 3, гидростанция 4 привьдов, силовые трансформаторы, питающие цепи намаг- йичивания и размагничивания (на чертеже не показаны).
На нижней станине закреплен стол 5 с поддоном, в который сливается суспензия. Правая часть стола выполнена в виде короба, к которому присоединен сушильный агрегат. На столе смонтированы устройство поштучной выдачи деталей и устройство выгрузки деталей.
В скобе 6,в которой закрепляется устрой ство выгрузки 7, смонтированы защелки «, поджимаемые пластичной пружиной 9. Устройство 1О закрепляется в скобе 11 со штифтом 12 и прижимается к столу винтом 13. В прорези стола 5 смонтирована гребенка 14, жестко закрепленная на ползуне 15 качающегося вала 16, несущего зубчатые секторы 17, Ползун перемешается с помощью гидроцилиндра 18, а вал поворачивается гидропилиндром 19.
Под устройством 7 смонтирован механизм, выполненный в виде двух штанг 2 О, приводимых гидродилиндром 21. На столе 5 установлены устройства циркулярного на- 1 магничивания и -размагничивания (конструк- тивно аналогичны), содержащие неподвижный контакт 22, зубчатую рейку 23, несущую подпружиненный подвижной контакт 24. Между контактными устройствами намагничивания н размагничивания установлен узел поворота деталей, выполненный в виде барабана 25 с двумя прорезями, расположенными в диаметральной плоскости. Нижняя поверхность этих прорезей находится в плоскости стола 5.
Барабан установлен в подшипниках 26 на оси 27, на которой закреплен ролик 28, -стопорящийся фиксатором 29. На ползуне 15 жестко закреплена планка ЗО.
Дефектоскоп работает следующим обраЗом. Партия контролируемых деталей загружается Б устройство 10 поштучной выдачи деталей, при этом нижняя деталь ложится на стол дефектоскопа, гребенка 14 находит -ся в крайнем левом нижнем положении. Носле включения дефектоскопа начинает работать гидростанция приводов, нагнетатель суспензии, сушильный агрегат.
Гидроцилиндром 19 поворачивают вал 16 с ползуном 15 и гребенка 14, подьшмаясь, захватывает одну нижнюю деталь. Конечным выключателем (на чертеже не показан) включается гидроцилиндр 18, перемещаю4
шийползун 15 с гребенкой и деталью в крайнее правое положение. После этого с помощью гидроцилиндра 19 гребенка 14 опускается, а с помощью гидроцилиндра 18 врзвращается в исходное положение. Затем весь цикл повторяется. Таким образом производится перемещение деталей с позиции на позицию.
При повороте вала 16 поворачивается и зубчатый сектор 17, взаимодействующий с зубчатой рейкой 23, которая, перемещаясь, воздействует на подпружиненный контакт 24, прижимающий контролируемую деталь к неподвижному контакту 22. Через деталь пропускается ток намагничивания. При повороте вала 16 в обратную сторону, контакт 24 отходит от детали и освобожденная деталь гребенкой 14 перемешается на следующую позицию осмотра. Далее деталь гребенкой 14 перемещается в прорези барабана 25.
При повороте полузна по часовой стрелке планка 30, закрепленная на ползуне 15 контактирует с роликом 28, При перемещении ползуна 15 влево под действием силы трения, планка 30 вращает через ролик 28 ось 27 с насаженным на нее барабаном 25. Так как длина окружности ролика равна удвоенному ходу ползуна, то. барабан 25 поворачивается на 180°.
При следующем ходе гребенки, деталь, перевернутая вправо, перемешается на позицию осмотра второй стороны, а деталь с первой позиции осмотра вводится в прорезь барабана 25.
Деталь со второй позиции осмотра поступает на позицию размагничивания. Работа устройства размагничивания аналоги на работе устройства намагничивания. Размагниченная деталь поступает на позицию сушки, а затем на позицию выгрузки. При включении гидроцилиндра 18 деталь гребенкой 14 перемещается в прорезь скобы 8j н которой установлено устройство 7 нагрузки. Включается гидроцилиндр 2 приводящий штанги 20, которые перемещают проверенную деталь. Последняя, преодолевая сопротивление пруйшны 9, поступает в устройство 7 и удерживается в нем на защелках.
Предмет изобретения
МагнитньШ дефектоскоп, содержащий уст ройство пощтучной выдачи деталей, устройство транспортировки, устройство циркулярного намагничивания, устройство раэмагн -j чивания и устройство выгрузки jijeTaneft, отличающийся тем, что, с f целью повышения производительности , , родя, он снабжен узлом перевс отй детапейу &. а устройство транспортировки выполнено в f виде гребенки для размещения на ней : ; тролируемых деталей, установленного явг- 1 раллельно гребенке качающегося относитепьр йо своей оси вала и ползуна, размещенного ® на валу с возможностью перемещения вдоль
него и жёстко связанногю с гребенкой, уст :рО&ства намагничивания и размагничивания выполнены каждое в виде неподвижного и | подвижного контактов, последний из кото- 1 :рых посредством зу чатога зацепления ; взаимодействует р ползуном; узел переворсх-i ета деталей расположен мегвду устройстварми намагничивания и размагничивания и {представляет собой барабан с двумя диаметрально противсиположными прорезями, кинематически связанный с ползуном.
4)
10
/
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ МАГНИТНЫЙ ДЕФЕКТОСКОП | 1967 |
|
SU194393A1 |
| Установка для магнитопорошковой дефектоскопии колец подшипников | 2024 |
|
RU2828161C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1969 |
|
SU242470A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |
| Способ магнитопорошкового контроля труб, устройство для его осуществления и установка на основе такого устройства | 2021 |
|
RU2783481C1 |
| Магнитопорошковый дефектоскоп | 1976 |
|
SU728069A1 |
| Полуавтоматический магнитный дефектоскоп | 1978 |
|
SU748230A1 |
| Магнитный дефектоскоп | 1979 |
|
SU813242A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
-А
SZ
:/ ||
. у X
т-г
5Фиг 1
Фиг. 2
.d . : 447604