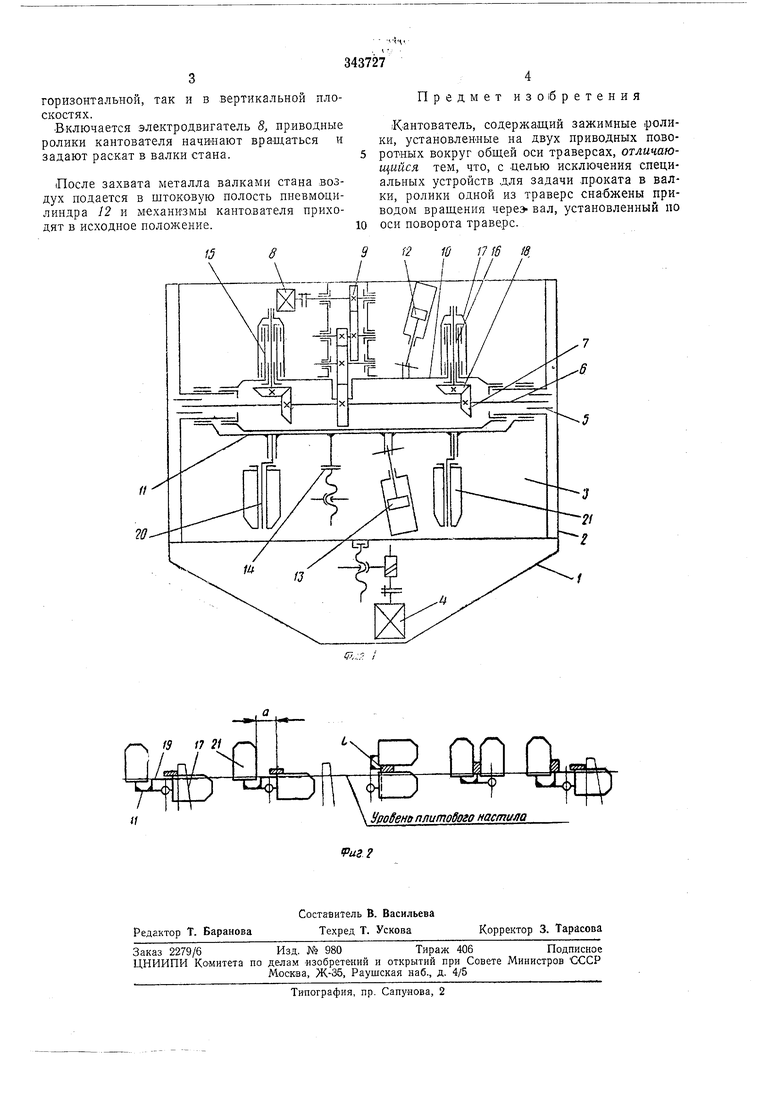
Известны кантователи, снабженные зажимными кантующими роликами, монтиро.ванными на .приводных поворотных траверсах. Предлагаемый кантователь позволяет произвести помимо кантовки задачу полосы в валки благодаря тому, что ролики одной из траверс снабжены приводом вращения через вал, установленный по оси поворота траверс. iHa фиг. 1 представлена схема .предлагаемого кантователя в плане; на фиг. 2 - схема кантовки. 1Канто.ватель состоит из станины /, в направляю щих 2 которой смонтирован корпус 3 с приводом перемещения 4. В корпусе .в подшипниках 5 установлен трансмиссионный вал 6 с шестернями 7, приводимыми от электродвигателя 8 через редуктор 9. В корпусе 3 смонтированы так же две .новоротные траверсы 10, и, оси поворота которых совпадают с осью трансмиссионного вала 6, .приводимые от пневмоцнлиндров 12, 13, и регулируемый упор М. На полых осях 15 траверсы 10 в подшипниках 16 установлены ролики 17, приводимые во вращение от щестерен 7 трансмиссионного вала 6 через шестерни 18. На траверсе // смонтированы центрирующий рычаг 19 и эксцентриковые оси 20, на которых вращаются холостые ролики 21, Перед началом работы кантователя регулируют положение холостых роликов 21 поворотом эксцентриковой оси 20 и регулируют упор М. Кроме того, посредством привода 4 устанавливают кантователь путем его перемещения поперек оси прокатки против соответствующего калибра клети. При подаче воздуха в щтоковые полости пневмо1цили.ндров 12 и 13 холостые и приводимые ролики кантователя устанавливаются в исходное положение (см. фиг. 2). Шлеппером или каким-ли,бо другим устройством раскат подается к кантователю и останавливается от поверхности холостого ролика на любом расстоянии, меньшем а. При подаче сжатого воздуха в щтоковую полость цилиндра 13 тра.Берса 11 поворачивается по часовой стрелке, прижимая раскат к приводному ролику. При этом автоматически поверхность L раската устанавливается центрирующим рычагом 19 в определенное положен И; по отношению к оси вращения (оси трансмиссионного вала 6) всей системы. При подаче воздуха в щтоковую полость цилиндра 12 вся система поворачивается на угол а. При этом воз.дух из поршневой полости цилиндра 13 выжимается через напорный клапан. После кантовки р-аскат оказывается сцентрированным по калибру валков как в горизонтальной, так и в вертикальной плоскостях. Включается электродвигатель 8, приводные ролики кантователя начинают вращаться и задают раскат в валки стана. (После захвата металла валками стана воздух нодается в штоковую полость пневмоцилиндра 12 и механизмы канто.вателя нриходят в исходное положение. Предмет изо бретения Кантователь, содержащий зажимные .ролики, установленные на двух приводных поворотных вокруг общей оси траверсах, отличающийся тем, что, с .целью исключения специальных устройств для задачи .проката в валки, ролики одной из траверс снабжены приводом вращения через- вал, установленный по оси поворота траверс. (2 10 17 S Ю Ч/
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Захват-кантователь тяжеловесных изделий | 1976 |
|
SU602465A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Стенд для смены калибров в неразъемных клетях редукционного стана | 1973 |
|
SU512811A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Кантователь проката | 1969 |
|
SU413715A1 |
| Кантователь длинномерного проката | 1984 |
|
SU1217518A1 |
Э Г7 7
) 41-J
УроВено пли тобою настит
