Изобретение относится к области станкостроения и может быть использовано при настройке станков.
Известен способ настройки системы СПИД, подволяющий управлять упругими перемещениями звеньев системы путем изменения сил трения в стыках, узлов системы СПИД, путем регулирования одного или нескольких параметров переменных сил, создаваемых в системе вибратором. Однако при значительных колебаниях отжатий в системе СПИД необходим вибратор, создающий в системе значительные переменные силы, что усложняет конструкцию.
Целью изобретения является расщирение технологических возможностей способа. Это достигается тем, что по предлагаемому способу поправку на величину упругого перемещения вносят, изменяя силу трения в стыке деталей узла путем регулирования силы, прикладываемой перпендикулярно к контактирующим поверхностям узла, силы трения в котором требуется изменить.
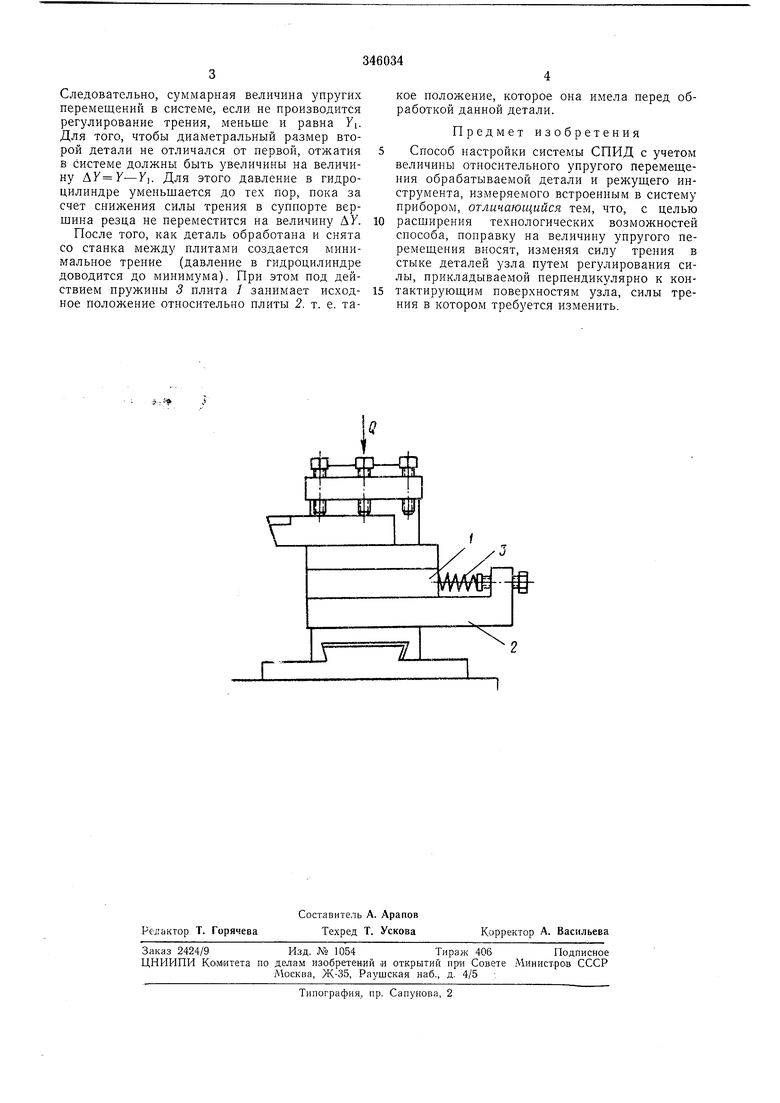
На чертеже показана схема действия сил в системе СПИД.
Для осуществления описываемого способа в суппорт встраивается специальный узел, включающий две плиты I н 2, между которыми создается, например, при помощи гидроцилиндра необходимая сила нормального давления Q, и пружину 3 с регулируемой степенью сжатия. Плита / прикрепляется к резцедержателю, а плита 2 - к поперечным салазкам суппорта.
Настройка системы СПИД производится следующим образом.
Для уменьщения поля рассеивания диаметральных размеров партии деталей, возникающего вследствие нестабильности припуска на обработку, за счет силы нормального давления между плитами 1 2 создается такая сила трения, что под действием усилия резания, возникающего при обточке детали с
максимальным припуском, перемещения плиты 1 относительно плиты 2 не происходит. Сила сжатия пружины 3 регулируется при этом так, что она несколько превыщает минимальную величину силы трения, которая
может создаваться между плитами.
Для обточки заготовки с максимальным припуском плита / относительно плиты 2 не перемещается. Вследствие упругих перемещеНИИ элементов системы СПИД, возникающих под воздействием усилий резания, диаметральный размер обточенной детали отличается от настроечного. Суммарная величина отжатий в этом случае равна У, а следующая
Следовательно, суммарная величина упругих перемещений в системе, если не производится регулирование трения, меньше и равна УЬ Для того, чтобы диаметральный размер второй детали не отличался от первой, отжатия в системе должны быть увеличины на величину ,. Для этого давление в гидроцилиндре уменьшается до тех пор, пока за счет снижения силы трения в суппорте вершина резца не переместится на величину А У. После того, как деталь обработана и снята со станка между плитами создается минимальное трение (давление в гидроцилиндре доводится до минимума). При этом под действием пружины 3 плита 1 занимает исходное положение относительно плиты 2. т. е. такое положение, которое она имела перед обработкой данной детали.
Предмет изобретения Способ настройки системы СПИД с учетом величины относительного упругого перемещения обрабатываемой детали и режущего инстру1 1ента, измеряемого встроенным в систему прибором, отличающийся тем, что, с целью расширения технологических возможностей способа, поправку на величину упругого перемещения вносят, изменяя силу трения в стыке деталей узла путем регулирования силы, прикладываемой перпендикулярно к контактирующим поверхностям узла, силы трения в котором требуется изменить.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ СИСТЕМЫ СПИД | 1972 |
|
SU324105A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для разгрузки механизмов | 1982 |
|
SU1038077A2 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1981 |
|
SU956258A1 |
| Система автоматического регулироваия геометрических параметров обрабатываемой детали на станке | 1974 |
|
SU653088A1 |
| Способ поднастройки системы спид | 1979 |
|
SU772730A1 |
| Способ совмещенной обработки поверхностей резанием и поверхностным пластическим деформированием | 1986 |
|
SU1459901A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036068C1 |
