Изобретение относится к области станкостроения и может быть использовано при настройке станков.
Известны способы настройки системы СПИД с учетом величины относительного упругого перемещения обрабатываемой детали и режущего инструмента, измеряемого встроенным в систему прибором, предусматривающие управление силами упругого сопротивления и силами резания.
Цель изобретения - повышение производительности обработки.
Для этого по предлагаемому способу поправку на величину упругого перемещения вносят, изменяя силы трения в стыках рабочих узлов станка путем регулирования одного или нескольких нараметров переменных сил, создаваемых в системе с помощью вибратора.
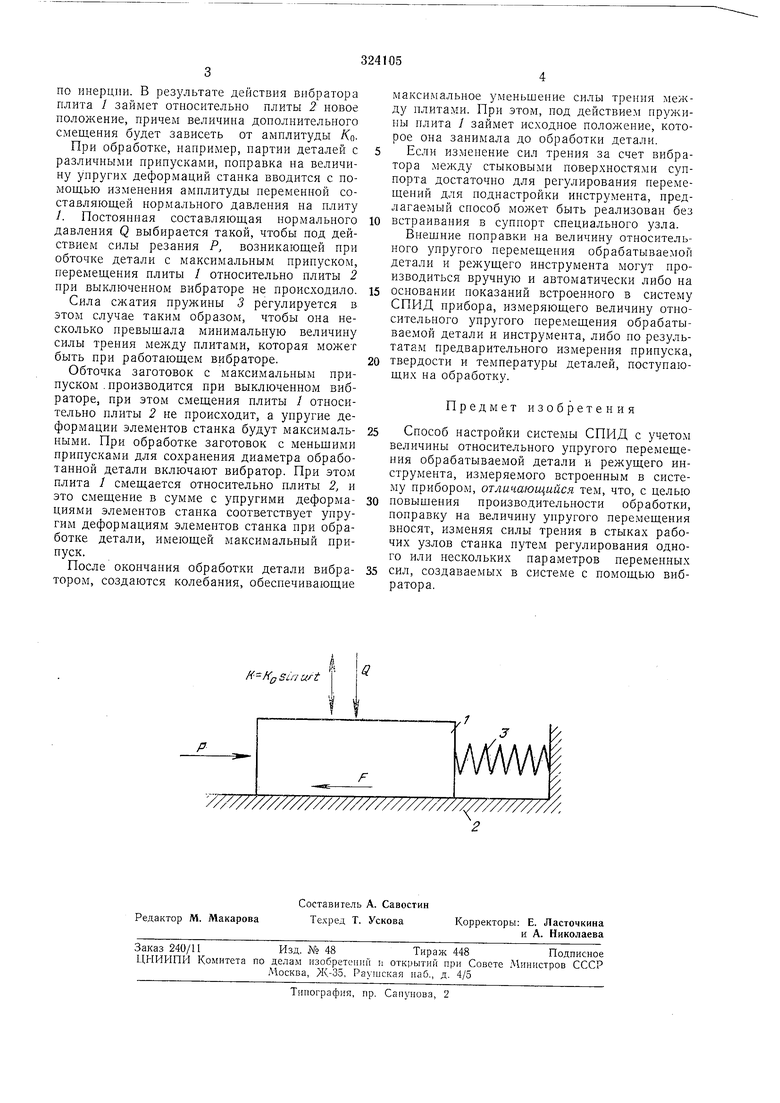
На чертеже показана схема действия сил в системе станок-приспособление - инструмент- деталь (СПИД).
Для осуществления предлагаемого способа в суппорт станка встраивается специальный узел, включающий в себя две плиты 1 Е 2 и 3 с регулируемой степенью сжатия. Л4ежду плитами создается сила нормального давления Q. Плита 1 жестко крепится к резцедержателю станка, плита 2 - к поперечным салазкам суппорта. Иа резцедержателе
крепится, например, электромагнитный вибратор.
Без учета действия вибратора условие равновесия этой системы занищется в виде:
P F + CY,
где: Р - горизонтальная сила резания; F -, сила трения; С - л есткость пружины; - У величина перемещения плиты / относительно плиты 2. Откуда:
Y -. С
Следовательно, величина перемещения Y зависит как от сил трения, так и от сил упругого сопротивления.
При включенш вибратора на плиту / помимо статических сил Я и Q будет действовать неременная сила, изменяющаяся но гармоническому закону:
K KoSin-di t.
При действии силы К вверх она будет вычитаться из силы Q, сила трения F уменьшится, и плита / дополнительно нереместится относительно плиты 2 на некоторую величину. При действии силы /( вниз она сложится с силой Q, сила трения увеличится и неремещение ирекратится, либо будет продолжаться
по инерции. В результате действия вибратора плита / займет относительно плиты 2 новое положение, причем величина дополнительного смещения будет зависеть от амплитуды /(оПри обработке, например, партии деталей с различными припусками, поправка на величину упругих деформаций станка вводится с помощью изменения амплитуды переменной составляющей нормального давления на плиту I. Постоянная составляющая нормального давления Q выбирается такой, чтобы под действием силы резания Р, возникающей при обточке детали с максимальным припуском, перемещения плиты / относительно плиты 2 при выключенном вибраторе не происходило.
Сила сжатия пружины 5 регулируется в этом случае таким образом, чтобы она несколько превышала минимальную величину силы трения между плитами, которая может быть при работающем вибраторе.
Обточка заготовок с максимальным припуском . производится при выключенном вибраторе, при этом смещения плиты / относительно плиты 2 не происходит, а упругие деформации элементов станка будут максимальными. При обработке заготовок с меньщими припусками для сохранения диаметра обработанной детали включают вибратор. При этом плита / смещается относительно плиты 2, и это смещение в сумме с упругими деформациями элементов станка соответствует упругим деформациям элементов станка при обработке детали, имеющей максимальный припуск.
После окончания обработки детали вибратором, создаются колебания, обеспечивающие
максимальное уменьшение силы трения между плитами. При этом, под действием пружины плита / займет исходное положение, которое она занимала до обработки детали.
Если изменение сил трения за счет вибратора между стыковыми поверхностями суппорта достаточно для регулирования перемещений для поднастройки инструмента, предлагаемый способ может быть реализован без
встраивания в суппорт специального узла.
Внешние поправки на величину относительного упругого перемещения обрабатываемой детали и режущего инструмента могут производиться вручную и автоматически либо на
основании показаний встроенного в систему СПИД прибора, измеряющего величину относительного упругого перемещения обрабатываемой детали и инструмента, либо по результатам предварительного измерения припуска,
твердости и температуры деталей, поступающих на обработку.
Предмет изобретения
Способ настройки системы СПИД с учетом величины относительного упругого перемещения обрабатываемой детали и режущего инструмента, измеряемого встроенным в систему прибором, отличающийся тем, что, с целью
повышения производительности обработки, поправку на величину упругого перемещения вносят, изменяя силы трения в стыках рабочих узлов станка путем регулирования одного или нескольких параметров переменных
сил, создаваемых в системе с помощью вибратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ СИСТЕМЫ СПИД | 1972 |
|
SU346034A1 |
| Система автоматического регулироваия геометрических параметров обрабатываемой детали на станке | 1974 |
|
SU653088A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1981 |
|
SU956258A1 |
| Способ настройки системы станок - приспособление - инструмент - деталь | 1955 |
|
SU110624A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Комбинированный инструмент для совмещенной обработки отверстий резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444135A1 |
| Способ поднастройки системы спид | 1979 |
|
SU772730A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Способ б.ш.гасанова обработкиКОльцЕВыХ KAHABOK HA издЕлияХТипА шАРОшКи буРОВОгО дОлОТА | 1979 |
|
SU837557A1 |
sin uft
У77/////////////////////////////// /7
