Изобретение относится к технологическому оборудованию, которое может быть использовано для охлаждения, преимущественно длинномерных полых изделий, например труб, профилей и т. д., и может быть использовано на заводах машиностроительной и металлургической промышленности.
Известно устройство для закалки длинномерных полых изделий, содержащее закалочный бак и установку для подачи и откачки охлаждаюшей жидкости, в котором изделия после нагрева в печи опускаются вертикально в бак, расположенный под печью. Такое расположение закалочного бака затрудняет создание автоматических и поточных линий термообработки длинномерных изделий и требует значительных капитальных затрат на сооружение вертикальных закалочных агрегатов. Кроме того, при вертикальном вхождении изделня в охлаждающую среду полое изделие охлаждается неравномерно, так как скорость распространения жидкости снаружи значительно превышает скорость распространения жидкости внутри изделия.
Предлагаемое устройство отличается тем, что закалочный бак выполнен со съемными перегородками, которые имеют выемку сверху, повторяющую конфигурацию изделия. Такое исполнение закалочного бака позволяет выравпить скорость подачи жидкости снаружи и внутри, т. е. осуществить равномерное охлаждение изделий и уменьшить коробление. Кроме того, горизонтальное расположение закалочного устройства разрещает вопрос созДания автоматических и поточных линий термообработки для данного вида изделий.
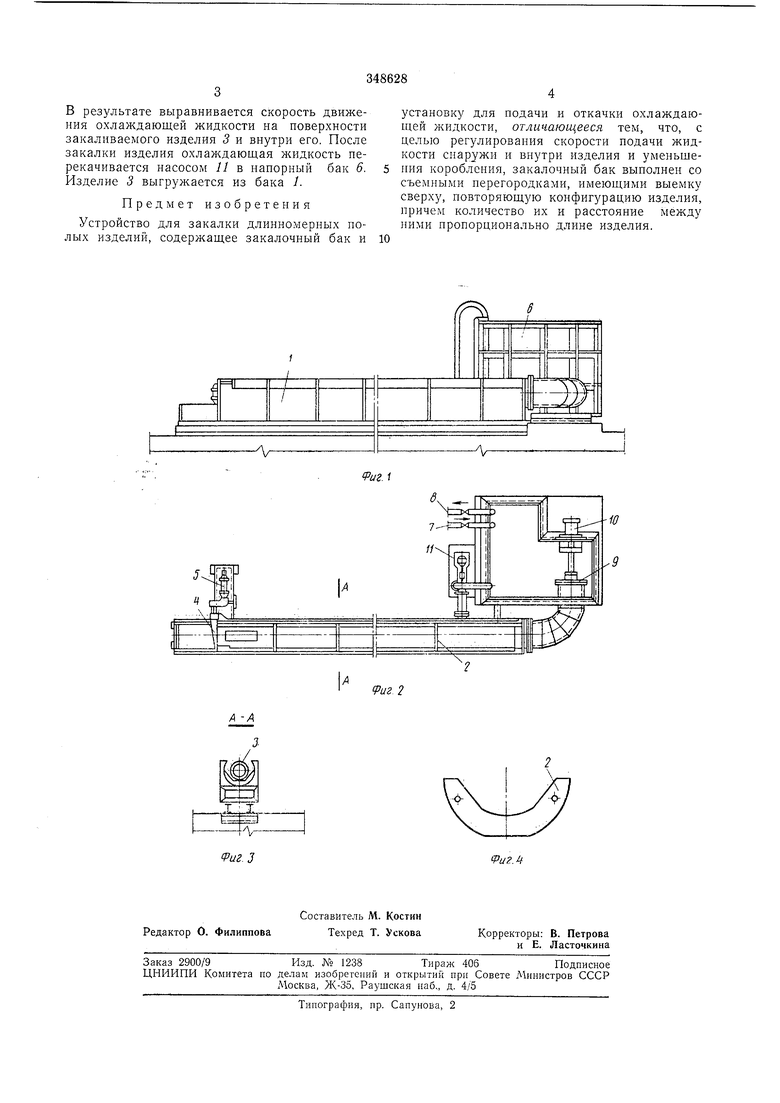
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - съемная перегородка.
Устройство для закалки длинномерных изделий включает закалочный бак / со съемными перегородками 2, в вырезы которых укладывается изделие 3. Бак снабжен торцовой крышкой 5 и оборудован напорным баком 6 с подающей трубой 7 и сливной 8, клапаном 9, открывающегося и закрывающегося с помощью гидроцнлиндра 10, и насосной установкой //.
Устройство работает следующим образом. Изделие 3, подлежапаее закалке, подается в закалочный бак через торцовую крышку 4 и укладывается на перегородки 2. Затем гидроцилиндром 5 крышка 4 закрывается. Клапан 9 открывается гидроцилиндром 10 и охлаждающая жидкость из бака 6 идет в закалочный бак /. О.хлаждающая жидкость, встречая на пути первую перегородку 2, замедляет свое движение и, поднимаясь по перегородке вверх, омывает полностью изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| СПОСОБ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2025536C1 |
| Установка для вакуумной термообработки длинномерных изделий | 1981 |
|
SU992977A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| Вакуумная электропечь для термообработки металлических изделий | 1979 |
|
SU863975A1 |
| Закалочный бак | 1981 |
|
SU1071647A1 |
| СПОСОБ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2109840C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| Агрегат для закалки изделий | 1983 |
|
SU1148882A1 |
| Устройство для исследования процессов термообработки стали | 1948 |
|
SU128891A1 |
