Известны профилегибочные машины, предназначенные для гибки тонкостенных профилей в плоскости и в пространстве, содержащие смонтированные на станине поворотный стол, гибочное устройство с механизмом прижима и рабочий инструмент, закрепленный на салазках гибочного устройства.
Эти машины имеют ряд суш,ественных недостатков: соединение ползуна, с помощью которого производится обкатка профиля в процессе гибки, со щтоком пибочного устройства осуществляется посредством сферической пары, без постоянного крепления его на штоке. Отсутствие специальной гибочной головки и подобное соединение ползуна не обеспечивают необходимой фиксации его во время работы, что приводит к ухудшению качества изготовляемых изделий, а необходимость обеспечения требуемой фиксации ползуна приводит к усложнению конструк:ци1И гибочного приспособления путем создания на приспособлении дополнительных базовых поверхностей.
Отсутствие гибочной головки с постоянно укрепленным в ней ползуном требует ручной установки ползуна в начале каждого рабочего цикла, что усложняет процесс эксплуатации машины и значительно снижает ее производительность.
Цель изобретения - обеспечение высокого качества изготавливаемых изделий и облегчение условий эксплуатации машины, а также упрощение конструкции гибочного приспособления и, следовательно, сниже 1ие стоимости его изготовления. Эта цель достигается за счет того, что рабочий инструмент выполнен в виде соосно установленных и жестко связанных между собой обоймы с размещенныл внутри нее кольцом со сферической внутренней поверхностью и полого держателя профиля с внутренней сферической поверхностью, сопрягающейся с внутренней поверхностью кольца и образующей с ней сферическую полость, при этом салазки снабжены штоком со сферической головкой, входящей в эту сферическую полость и связанную с кольцом посредством штифта, запрессованного во втулку, установленную с возможностью вращения в сквозном отверстии, предусмотренном на сферическом конце штока.
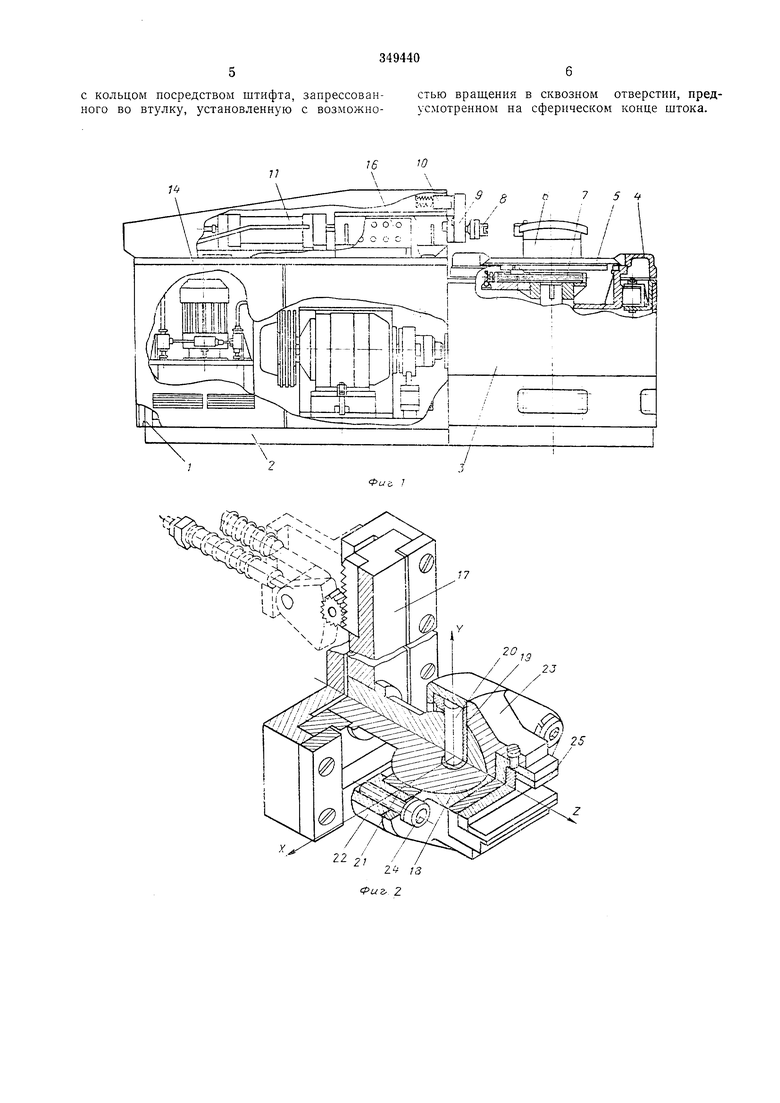
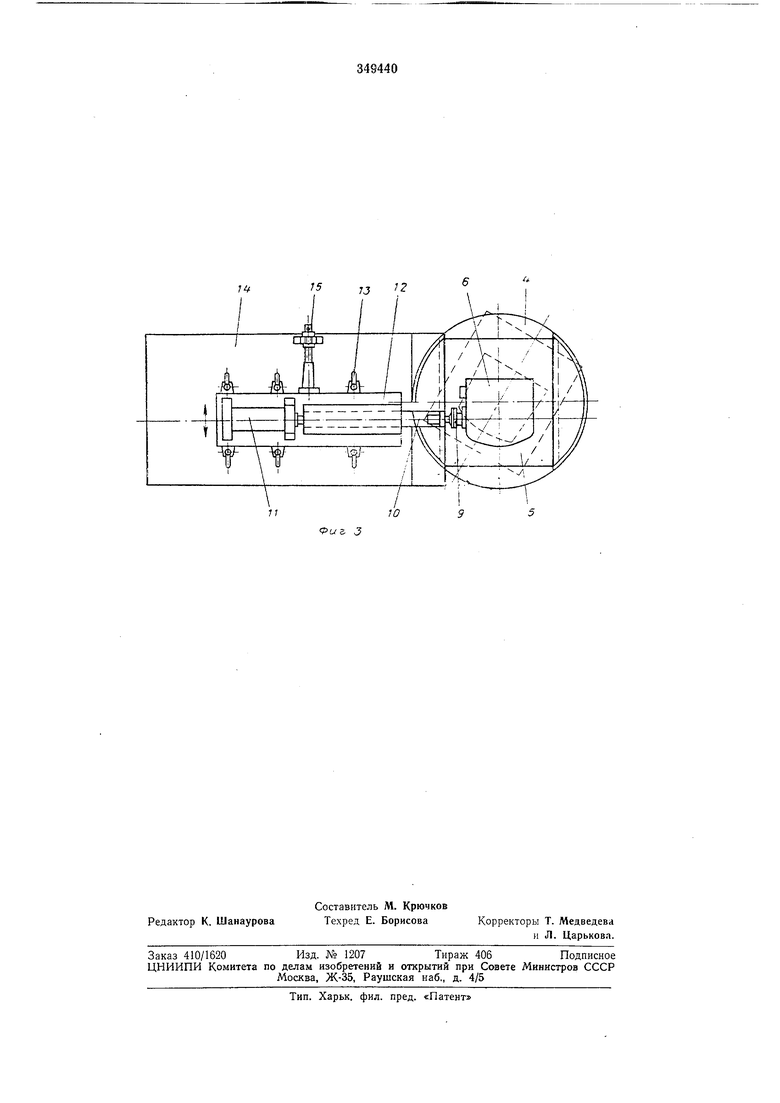
На фиг. I представлена схема предлагаемой профилегибочной машины; на ф|иг. 2 - устройство гибочной головки с ползуном; на фиг. 3 - схема расположения в плане отдельных узлов и гибочного приспособления с механизмом прижима и гибочным приспособлением. и на станине 2. На передней части станины смонтирован механизм 3 поворота стола 4. Планшайба 5 вместе с установленным на ней гибочным -приспособлением 6 может перемещаться в направляющих стола 4 во время его вращения. Величина перемещения зависит от установленной величины эксцентриситета (величины наладки) механизма смещения 7. Обкатка заготовки в процессе ее гибки на гибочном приспособлении 6 производится с помощью специальной гибочной головки 8, укрепленной постоянно на щтоке гибочного устройства 9, которое закреплено на штоке 10 механизма прижима. Гидроцилиндр // этого механизма вместе с направляющей штока 10 смонтированы на общей плите 12, закрепленной болтами 13 на плите стола 14 ыашины. В случае необходимости смещение механизма прижима в горизонтальном направлении может быть осуществлено поворотом винта механизма 15. Управление работой механизмов мациины осуществляется с кпопочнего пульта 16. Гибочное устройство (фиг. 2) состоит из вертикального суппорта, укреплеппого на штоке механизма прижима. В салазки 17 суппорта запрессован шток 18, на шаровидном окончании которого постоянно закреплена гибочная головка. Такое размещение гибочной головки вместе с закрепленным в ней ползуном исключает необходимость установки ползуна в начале каждого нового цикла работы. В сквозном отверстии шаровой опоры штока 18 устаповлена заподлицо с поверхностью шара свободно вращаюшаяся втулка 19 с запрессовапной в нее осью 20. Выступающие концы оси запрессованы в отверстия кольца 21, благодаря чему кольцо может вместе с осью 20 и втулкой 19 поворачиваться на некоторый угол относительно оси У. В свою очередь кольцо 21 закреплено между обоймой 22 и держателем 23 с помощью болтов 24 таким образом, что поверхность сферической выемки в держателе 23 плотно соприкасается с шаровой поверхностью конца штока 18. В держателе 23 гибочной головки постоянно закреплен ползун 25, с помощью которого и праизводится обкатка профиля в процессе гибки. Такая конструкция укреплепной на щтоке гибочной головки обеспечивает в процессе работы свободный поворот головки относительно оси Z; поворот головки относительно оси У; неподвижную фиксацию головки от поворота относительно оси X. Тем самым головка кинематически может производить обкатку профиля не только по плоской, но и по любой пространственной кривой гибочного приспособления, в то врем-я фиксация от поворота относительно оси X исключает необходимость устройства на гибочном приспособлении специальных направляющих, предотвращающих такой поворот головки относительно оси X в результате которого может иметь место ухудшение качества деталей. Работает машина следующим образом. Гибка профиля па гибочном приспособлении 6 производится следующим образом. В процессе пастройки машины устанавливается ортимальиое (для конкретного случая) взаиморасположение гибочного приспособления п механизма прижима путем смещения последнего в горизонтальной плоскости. Изгибаемый полуфабрикат закрепляется на гибочном приспособлении, после чего в зону начала гибки подводится гибочное устройство с гибочиой головкой п укрепленным в ней ползуном. При вращении стола и укрепленного на его планшайбе гибочного приспособления происходит обкатка полуфабриката по рабочей поверхности приспособления, при этом механизм ирижима удерживает в течение всего цикла гибочную головку и ползун у обрабатываемого полуфабриката. По окончании гибки гибочное устройство с головкой и ползуном отводятся, изделие снимается с гпбочного приспособления и цикл может быть повторен. Таким образом, такое сочетание вертикального суппорта с навешенной на его шток гибочной головкой предлагаемой конструкции позволяет совершать сложное двпжение последней в нространстве в процессе гибки полуфабриката по плоскому или пространственному контуру гибочного приспособлепия. Возникающие же в процессе гибки усилия, воздействующие на гибочную головку п стремящиеся повернуть ее также и отпосительно оси X, воспринимаются осью 20, предотвращающей этот поворот головки. Те.м самым предлагаемая конструкция гибочного устройства обеспечивает минимальное искажение полуфабриката в процессе гибки, способствует улучщению качества получаемой заготоБюи, упрощению конструкции и удещевлению стоимости гибочиого приспособления. Предмет изобретения Профилегибочиая машина, содержашая смонтированные на станине поворотный стол, гибочное устройство с механизмом прижима и рабочий инструмент, закрепленный на салазках гибочного устройства, отличающаяся тем, что, с целью увеличения производительности и улучшения качества изделий, рабочий инстру.мент выполнен в виде соосно установленных и жестко связанных между собой обоймы с размещенным внутри нее кольцом со сферической виутренней поверхностью и полого держателя профиля с внутренней Поверхностью, сопрягающейся с внутренней поверхностью кольца и образующих сферическую полость, при- этом салазки снабжены штоком со сферической головкой, в.ходящей в эту сферическую полость и связанную 5 с кольцом посредством штифта, ного во втулку, установленную запрессован- стью вращения в сквозном отверстии, предс возможно- усмотренном на сферическом конце штока. 349440 6
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU259616A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU271268A1 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| Устройство для гибки фланцев | 1987 |
|
SU1618482A1 |
| Устройство для гибки термопластичных труб | 1983 |
|
SU1123864A1 |
| БИЕЛИО-ТКЛ I | 1972 |
|
SU326012A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Станок для двусторонней гибки труб | 1986 |
|
SU1391764A2 |
. I 9 g 7 5 -- у- -JJ / / ,f о о .о 1 п П VM
2J
25
75;j12
ти
7;
3
