Известим штампы для чистовой вырубки, снабженные прижимом, у которого торец выполнен с наклоном к зеркалу матрниы от центральной части к периферии прижима, причем наклонен ои так, что расстояние ирижима от зеркала матрицы в центральной части меньше, чем у периферии.
Однако при таком наклоне прижима не обеспечивается качественная поверхность среза при вырубке биметаллов со значительио отличаюшим.ися механическими характеристиками, наиример, сташеалюминиевых, толщииой более 3 мм.
В иредложеииом штампе торец прижима иаклоиен таким образом, что его расстояние до зеркала матрицы в цеитральиой части больше, чем у периферии.
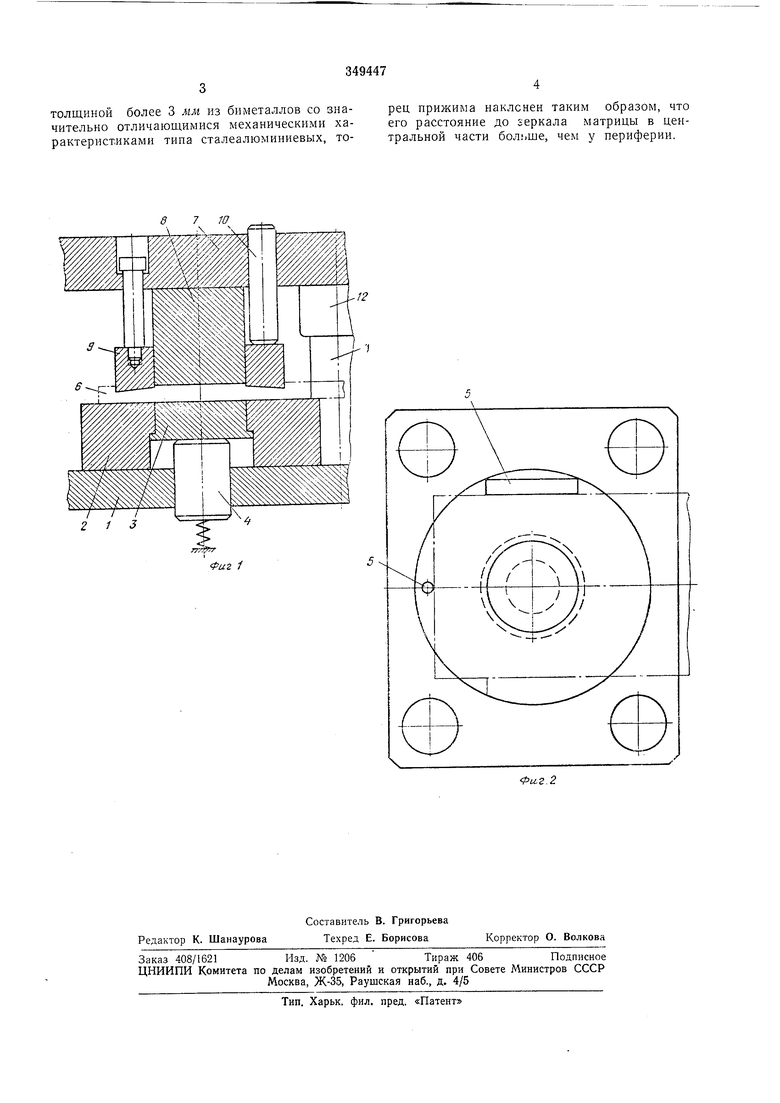
На фиг. 1 изображен иредложенный штамп в продольном разрезе; на ф.иг. 2 - то же, вид сверху на нижнюю плиту.
На иижией плите 7 установлена матрица 2 и иижний прижим ,9, опираюшийся иа буферную систему 4. На .матрице 2 также закреплены установочные планки 5 для заготовки 6. К верхией илите 7 -ирикреилеи иуансон 8 и верхний прижим 9. На верхний прижим 9 оиираются толкатели 10. Нижняя / и верхняя 7 плиты связаны колонками // и втулками 12.
Работает предложенный штамп следующпм образом.
Штамп устаиавливают на пресс двойного действия (не показан). Внутренний ползуи (не показан) взаимодействует с верхией плитой 7, а наружный ползун (не показан) - с толкателями 10. При опускании внутреннего ползуна пуансон 8 прижимает заготовку 6 к матрице 2 п нижнему прижиму 3. Затем опускается наружный ползун и толкатели 10 надавливают иа осадочиый ирижим 9, который виедряется в металл заготовки 6. При дальнейшем опускании центрального ползуна пуансон 8 внедряется в металл заготовки
6 и производит вырубку. При обратном ходе иолзунов инструмент штампа возврашается в исходное положение, а деталь (не показана) удаляется. После установки новой заготовки цикл повторяется.
Предмет изобретения
Штамп для чистовой вырубки, содержаший пуансои с торцом, параллельиьпг зеркалу aтpицы, и охВатываюиии1 его ирижим. торец которого .выполнен с наклоном от центральной части к периферии прижима, отличающийся тем, что, с целью повышения чистоты поверхности деталей, преимушественно
толщиной более 3 мм из биметаллов со значительно отличающимися механическими характеристиками типа сталеалюминиевых, торец прижима наклснен таким образом, что его расстояние до зеркала матрицы в центральной части больше, чем у периферии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей | 1985 |
|
SU1248700A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Штамп для чистовой вырубки | 1974 |
|
SU576903A3 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |