Изобретение относится к области производства электродов для ручной дуговой сварки на электродообмазочиых прессах.
Для достижения строгой концентричности обмазки, наносимой на электродную проволоку, требуется, чтобы оси свечи и калибровочной втулки электродообмазочного пресса совнадали. Для достижения этого при всяком изменении положения свечи, находящейся под воздействием, как правило, неравномерного значительного давления обмазочной массы, корректируют положение калибровочной втулки. Такая корректировка в настоящее время осуществляется вручную, для чего пресс приходится останавливать, снимая давление, под которым движется обмазочная масса.
Этот способ корректировки положения калибровочной втулки имеет ряд недостатков, и в том числе неточность корректировки положения втулки при снятом давлении на обмазочную массу, длительность самого процесса корректировки, необходимость постоянного присутствия человека для контроля за работой пресса и осуществления вмешательства в процесс изготовления электродов, снижение производительности пресса вследствие частых остановок, возможность брака.
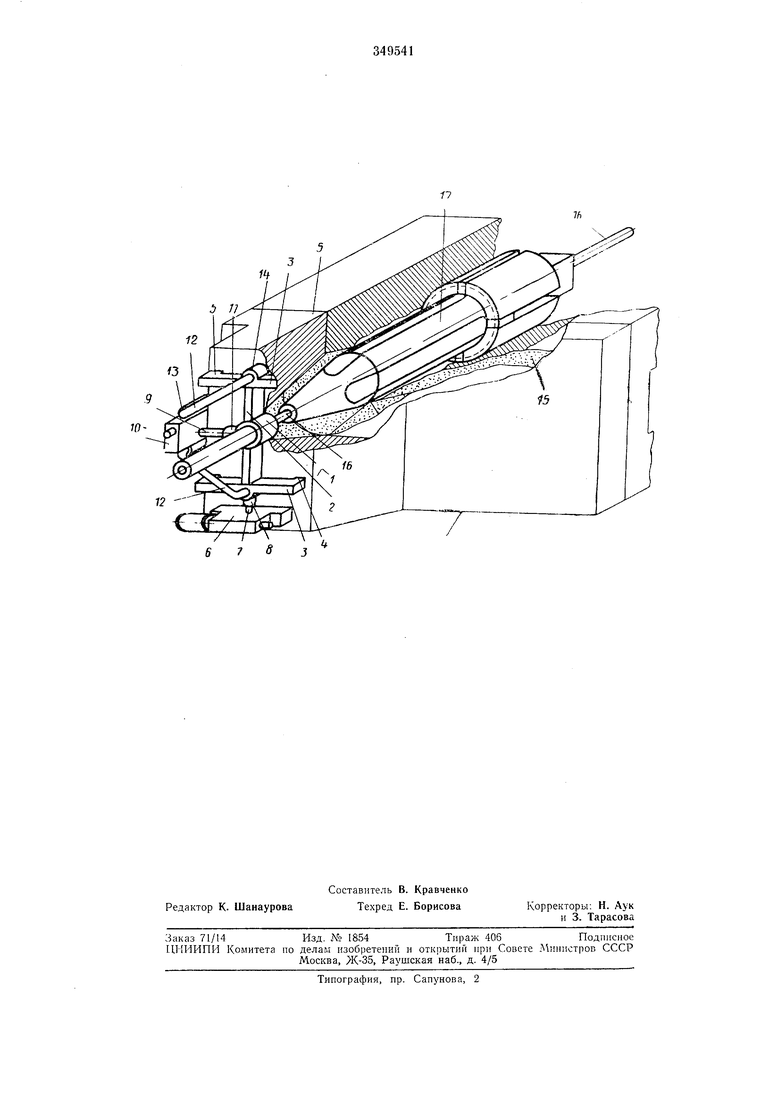
ка закреплена в центре подвески двутавровой конструкции, жесткой только в направлении оси втулки и достаточно гибкой в плоскости, перпендикулярной этой осн. Такая гибкость конструкции обеспечивается профилем полок и стенки ее (этот профиль обладает нанбольшим мо.ментом сопротивления изгибным усилиям в направлении оси втулки), а также способом крепления двутавровой конструкции - только Б крайних точках полки ее жестко крепятся к корпусу пресса. Гибкая конструкция подвески калибровочной втулки фиксируется в заданном нолол енни с помощью двух сервоприводов: первый из них, закреплепный неподвиЛгно на корпусе пресса, посредство.м впитовой пары развивает нормальное усилие, изгибающее полки двутавровой конструкции; второй аналогично действует в отнощеннн двутавровой конструкцпн, будучи шарнирно закрепленным по торца.м ее (такое крепление второго сервопривода позволяет удери ивать его выходной вал в диаметральной плоскости калибровочной втулки при любом практически воз.можном изгибе полок первым сервоприводом).
На чертеже представлено предлагаемое устройство. са. Крепление между собой стенки 2 и полок 3 тоже жесткое. Сервопривод 6 неподвижно закреплен на корпусе головки 5 пресса. Его выходной вал 7 песет винт винтовой пары 5, гайка которой жестко укреплена на нижней полке 5 двутавровой конструкции подвески калибровочной втулки /. Выходной вал 5 сервопривода 10 также песет винт винтовой пары /), гайка которой жестко закреплена на корпусе калибровочпой втулки /. С помощью дистапциоппых тяг 12 с шарнирпыми окопчания.ми 13, 14 сервопривод W крепится к самой двутавровой конструкции подвески. В составе кал:дого сервопривода - приводной двигатель, редуктор и устройство обратной связи. Устройство работает следующим образом. .Обмазочная масса 15 под давлением движется по капалу пресса к калибрующей втулле 1, с помощью которой формируется слой обмазки на электродной проволоке 16. Электродная -проволока 16 направляется по центру отверстия калибрующей втулки / свечой 17, жестко закреплепной в головке 5 пресса. Проведенные исследования выявили жесткую однозначную взаимозависимость между несоосностью втулкп / и свечи 17 и разностейностью обмазочного покрытия на электродной проволоке. В настоящее время известны способы измерепия деформации свечи /7; при наличии такой схемы автоматики в действие приводится тот или иной сервопривод - 6 пли 10, или оба вместе. Сервопривод 6 при работе развивает посредством винтовой пары 8 усилие, приводящее к изгибу полок 3 и вертикальному перемещению втулки } в плоскости чертежа. Соответствеппо перемещается и сервопривод W (благодаря креплепию его к двутавровой конструкции подвески калибровочной втулки с помощью дистанционных тяг 12), вследствие чего обеспечивается постоянная соосность его выходного вала 9 is винтовой пары //. При работе самого сервопривода 10 в винтовой паре 11 развивается усилие, приводящее к изгибу стенкп 2 и горизонтальному перемещению втулки / в плоскости чертежа. Одновременная работа сервоприводов 6 и 10 перемещает втулку 1 в плоскости, перпендикулярной направлению перемещения электродной Проволоки, на расстояние, обеспечивающее новое совпадение осей свечи 17 и калибровочной втулки 1. При этом 15 схеме автоматики происходит компенсация сигналов, пропорциональных деформации свечи в соответствующих направлениях, сигналами обратных связей сервоприводов. Перемещаясь, калибровочная втулка 1 скользит по торцовой поверхности корпуса головки 5. Постоянство минимально необходимого зазора, с которым осуществляется скольжение, гарантируется высокими моментами сопротивления сечений полок 3 и стенки 2 двутавровой конструкции подвески усилиям, действующим в направлении движения электродной проволоки и пропорциональным давлению, под которым подается обмазочная масса. В свою очередь, постоянство зазора позволяет осуществить коррекцию положения калибровочной втулки без остановки пресса. Предмет изобретения Устройство для перемещения калибровочной втулки электродообмазочного пресса, содержащее несущую подвеску втулки, смонтированную па корпусе головки пресса, два сервопривода, каждый из которых снабжен валом с гайкой, и дистанционные тяги, отличающееся тем, что, с целью обеспечения строгой концентричности обмазки на электродной проволоке, несущая подвеска выполнена в виде двутавровой балки, крайние точки полок которой закреплены на корпусе головкп пресса, а стенка балки в средней части жестко соединена с втулкой; один из сервоприводов закреплен на корпусе головки пресса и связан через вал с гайкой, вмонтированной в одну из полок подвески, а другой сервопривод дистанционными тягами шарнирно соединен с серединами обеих полок и также связан через вал с гайкой, вмонтированной в корпус калибровочной втулки. S 7 8 3 
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка электродообмазочного пресса | 1986 |
|
SU1430216A1 |
| Головка электродообмазочного пресса | 1976 |
|
SU740452A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU276284A1 |
| ГОЛОВКА ЭЛЕКТРОДООБМАЗОЧНОГО ПРЕССА | 1992 |
|
RU2050241C1 |
| ГОЛОВКА ЭЛЕКТРОДООБМАЗОЧНОГО ПРЕССА | 1995 |
|
RU2116877C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1996 |
|
RU2104851C1 |
| Головка электродообмазочного пресса | 1986 |
|
SU1512743A1 |
| ЭЛЕКТРОДООБМАЗОЧНЫЙ ПРЕСС | 1967 |
|
SU195879A1 |
| Головка электродообмазочного пресса | 1987 |
|
SU1530392A1 |
| Устройство для нанесения электродного покрытия на сварочные стержни | 1983 |
|
SU1136913A1 |