Известны устройства для автоматичеокого управления процессом электрохимической обработки в 1прот10ч«.ом электролите, подаваемом и эвакуИруемом из межэлектродното зазора через электрод-инстру.мент.
Цель изобретения-поддержание постоянной темпера-туры в межэлект.родном зазоре. Для этого в предлагаемом устройстве в каналах эвакуащи.и электролита установлены датчйКИ температуры, сблокированные с оргамами, .регулирующи.ми расход электролита по этим каналам.
При условии, что потери напора в зоне обработки при входе в каждый канал о-б-ратного прохода электролита будут всегда меньше, чем при вентиле, регулирующем соответствующий расход, достигается система автоматической ретулировки абра-ботки. Как только температура электролита повышается вследствие понижения .расхода, происходящего от увеличения обрабатываемых поверхностей, средство измерения температуры вызывает увешиление отверстия вентиля, регулирующего расход электролита. Увеличение расхода электролита влечет за собой восстановление температуры на ее первоначальную величину, ,при этом равновесие, определяющее количество электролита, приходящегося «а единицу потерхности, сказывается восстановленным. На чертеже показано .предлагаемое устройство.
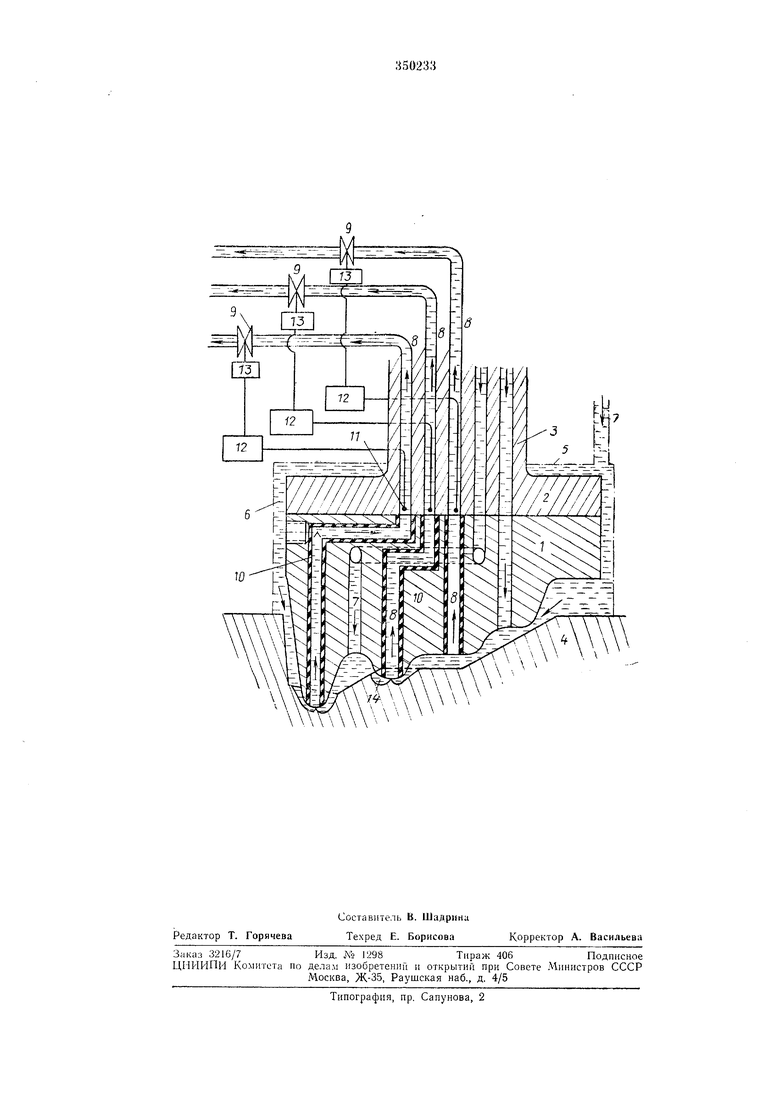
Инстфумент-катод / прикреплен к пластине-держателю 2 электрода, соединенному с направляющей колонкой 3. Инструмент представлен в (Положении, соответствующем началу обработки изделия 4. 5 давления с.хематизи|рова1на контуром, указанным пунктиром.
Электролит 6 подведен под давлением через каналы 7 впуска прямо в камеру давления или через колонку 3, пластину-держатель и инструмент в преференциальные зоны поверхности последнего.
Эвакуация электролита происходит через каналы S, также выходящие на поверхность
инструмента в его преференщиальные зоны, служащие для Ot6|pa6oTKH изделия. Каналы 8 проходят через инструмент, пластину-держатель 2, колонку 3 и (Клапаны 9, регулирующие расход электролита, до установки рекуперации и обработки электролита (проверка, очистка и прочее), от конторой электролит заново поступает в циркуляцию в направлении к инструменту через каналы 7.
В зоне, соответствующей проходу через инструмент, каналы 8 снабжены внутренним покрытием 10, представляющим собой термическую изоляцию.
Термопары 11 помещены в каналах 8. Оконечность термопар находится на уровне плоскости пластины-держателя электрода и на оконечности терм.ически изолированных каналов инструмента. Термопары присоединены к усилителям-регуляторам 12, управляющим при помощи сервореле 13 степенью открытия клапанов 9.
При функционировании, когда тем.пература электролита повышается, например в рабочей зоне 14, это оовыщевие передается, без заметного изменения благодаря теплоизоляционному покрытию 10, к термопарам //, которые управляют усилителями-регуляторами 12. Как только температура переходит предварительно отрегулированный максимум, усилитеши управляют при иомощ.и сервореле 13 открытием клапанов 9 расхода. Увеличение расхода эле,ктролита вызывает возвращение первоначальной выбранной температуры и равновесие количества жидкости, .приходящееся на единицу поверхности, восстанавливается. Следовательно, для определенной скорости подачи ииструмента автоматическое регулирование условий обработки реализуется путем установления расхода электролита в различных зонах в зависимости от вариации температуры в определенных точках.
Одинаковый расход oia всех каналах 8 обратного прохода, какой бы то ни было малой величины, необходим, чтобы служить ориентиром регулирующему устройству. Увеличение расхода в одном .из каналов 8 варьирует без влияния одного канала на другой и происходит лищь в связи с местным изменением поверхностей.
Расположение термопар 11 внут1ри пластины-держателя и вне инструмента быстро меняет этот инструмент без риска порчи термопар, .которые не подвергаются никаким манипуляциям.
Предмет и з о б р е т е н и я
1.Устройство для автоматического управления процессом электрохимической обрабогки в проточно.м электролите, подаваемом и эвакуируемом из межэлектродного зазора через электрод-инструмент, отличающееся тем, что, с целью поддержания постоянной температуры в межэлектродном зазоре, в каналах эвакуации электролита установлены датчики температуры, сблокированные с органами, регулирующими расход электролита по этим каналам.
2.Устройство по п. 1, в котором точки, на которых измеряется температура, находятся
в пластине-держателе инструмента на уровне HviociKocTH монтажа .инструмента..
3.Устройство по п. 1, в котором каналы для эвакуации электролита, проходящие
через инструмент, имеют термически изолированные внутренние поверхности.
4.Устройство по |П. 1, в котором органами, регулирующими расход, являются электроклапаны ,и органы автоматического привода,
заключающие в себе усилитель-регулятор и сервореле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333821C1 |
| Способ управления процессом электрохимической обработки | 1989 |
|
SU1646730A1 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Устройство для размерной электрохимической обработки | 1986 |
|
SU1473916A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |