Изобретение касается стаикостроеиия.
Известны мехаииз.мы автоматической врсзиой нодачи шлифовальной бабки, иредиазиаченные для шлифоваиия кулачков расиределительных и других валов двигателей внутреинего сгорания.
Описываемый мехаиизм отличается от известных тем, что тормозная камера последовательно соединена с гидроцнлиндром поворота копира при помощи штока иоршня тормозной камеры, введенного во внутреннюю полость гидроцилиндра поворота копира. Это обеспечивает шлифование кулачков распределительных и других валов в два нрохода на одном станке с автоматическим изменением программы рабочего цикла.
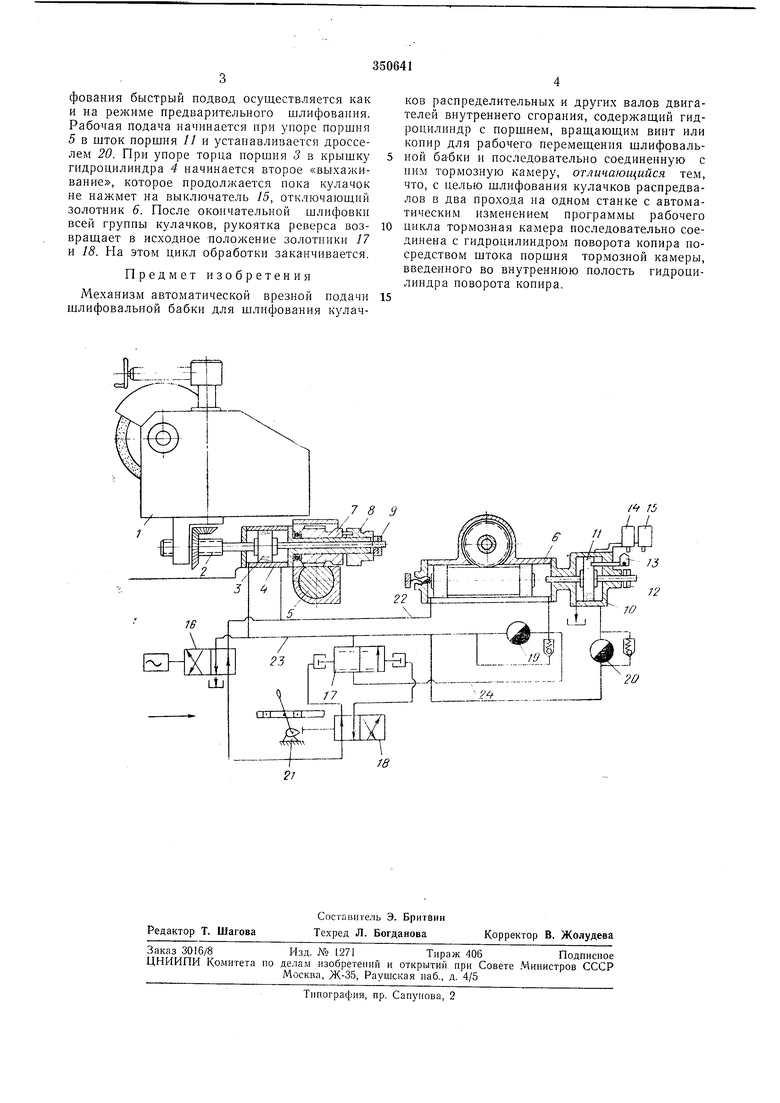
На чертеже изображен описываемый механизм.
Он состоит из шлифовальиой бабки /, связанной с ходовым винтом 2, который жестко соединен с пор1ипем 3 гидроцилиндра 4. Рабочая подача осуществляется движением норщня-рейки 5 гидроинлиндра 6, который новорачивает копир 7 подачи, передающий движение подачи через муфту 8, гайку .9, поршень 3 и ходовой виит на икчифовальную бабку. Тормозная камера 10 пристыкована к гидроцилиндра 6. На правом конце штока норшня // установлены регулировочные гайки 12, с этой же стороны установлен кулачок 13, нажимающий на коиечиые выключатели 14 и /5. Золотникн , дросселн 19 и 20 и рукоятка реверса 21 обеспечивают автоматическую работ стайка.
Быстрьи нодпод Н1л1и1|овальиой бабки к нздел1ио осуществляется включением золотника 16. .Масло, поступая в правую полость гидроцилиндра 4, быстро перемещает поршень 3 и связанную с иим бабку влево. Одновременно масло но трубонроводу 22 подается в гидроцилиндр 6, перемещая поршень 5, который новорачивает копир. Быстрый нодвод нрекращается, как только гайкн упрутся в муфту и нрижмут ее к копиру, начштется рабочая нодача, скорость которой определяется дросселем 19. «Выхаживаиие па первой ноловнне цикла осуществляется при уноре порщня 5 в гнток поршня //, благодаря двойному дросселированию (работают дросселли 19 п 20). При нажатии кулачком на конечный выключатель 14 происходит отключенаие золотника /б, шлифовальиая бабка вместе с норшнем 3 и нориснь 5 возвращаются в исходпое ноложенне. Такой никл новторяется при предварительном 1нлифоваиин всейгрунны кулачков, после этого происходит реверс стола, который через рукоятку реверса, связанную с золотником 18. включает золоти:1к 17, coeдиняющliй магнстралн 23 и 24. Дроссель 19 черновой подачи отключается. На режнме окончательного щлифования быстрый подвод осуществляется как и на режиме предварительного шлифования. Рабочая подача начинается при упоре nopujnn 5 в шток поршня 11 и устанавливается дросселем 20. При упоре торна поршня 3 в крышку гидроцилиндра 4 начинается второе «выхаживание, которое продолжается пока кулачок не нажмет на выключатель 15, отключаюш,ий золотник 6. После окончательной шлифовки всей группы кулачков, рукоятка реверса возвращает в исходное ноложение золотники 17 и 18. На этом цикл обработки заканчивается.
Предмет изобретения
Механизм автоматической врезной подачи шлифовальной бабки для шлифования кулачков распределительных и других валов двигателей внутреннего сгорания, содержащий гидроцилиндр с поршнем, вращающим винт или конир для рабочего перемещения шлифовальной ба-бки и последовательно соединенную с ним тормозную камеру, отличающийся тем, что, с целью шлифования кулачков распредвалов в два прохода на одном станке с автоматическим изменением программы рабочего цикла тормозная камера последовательно соединена с гидроцилиндром поворота копира посредством штока поршня тормозной камеры, введенного во внутреннюю полость гидроцилиндра новорота копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Гидросистема для управляемого перемещения станочных узлов | 1974 |
|
SU559808A1 |
| А УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМПРЕССОМ | 1967 |
|
SU201036A1 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
./ n bS3s±sssS±i3Ea -Jbfc -- 789
