Известен способ намотки в снираль пакета электродов с сепараторами для щелочного аккумулятора путем укладки на нанравляюо ую электродов с сепараторами, выступающими за край пакета, закрепления выступающих концов сепараторов в оправке и врао1,ения ее с подачей электродного пакета по касательной к наматываемой спирали и одновременным перемещением направляющей к оправке. ; С целью предотвращения повреждений элек1 родов и сепараторов предлагается перемещение направляющей производить в направлении вращения оправки.
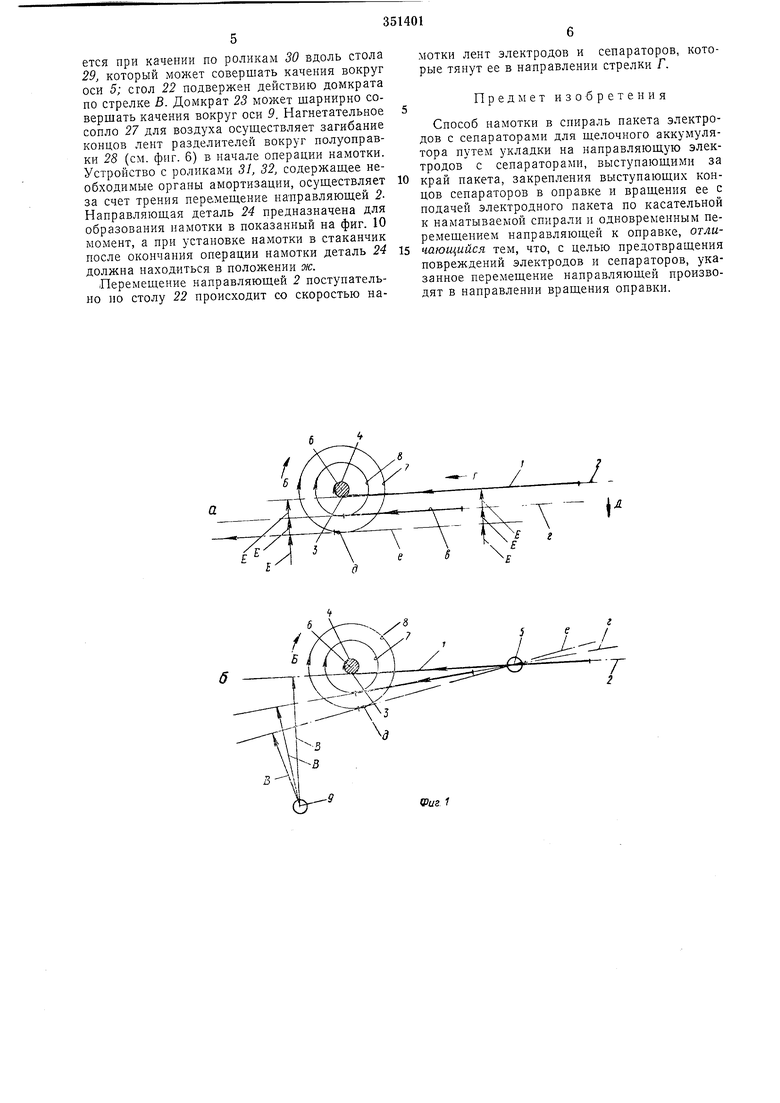
На фиг. 1 - схема осуществления предлагаемого способа намотки (два варианта); на фиг. 2 - пакет электродов с сепараторами, уложенный на направляющую; на фиг. 3 - -направляющая, вид сверху; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 показана намотка в спираль пакета электродов по предлагаемому способу с использованием направляющей (один из вариантов); на фиг. 6-9 - последовательные стадии намотки; на фиг. 10 схематически изображено устройство для осуществления предложенного способа намотки;
Предлагаемый способ намотки в спираль пакета электродов заключается в следующем.
ляющую 2 таким образом, что конец 3 наложенных стопой лент может быть обернут вокруг оправки 4. Ленты / подходят по касательной к поверхности намотки оправки 4.
По мере постепенного выполнения намотки, т. е. по мере вращения онравки в направлении стрелки Б, ленты / поворачивают на направляющей 2 вокруг оси 5, параллельной оси 6 оправки, таким образом, что наложенные стопой ленты всегда подходят по касательной к образованной намотке, и нроскальзывания между лентами и направляющей не происходит (в, г, д, е - последовательные положения, заг1нмаемые лентами / и направляющей 2 при последовательном образовании намоткой сначала окрзжности 7, а затем окружности 8).
Направляющая 2 (показано стрелкой В) прилегает к образованной намотке в каждый момент, так что ленты электродов и сепараторов подходят к ней строго по касательной.
Сила, показанная стрелкой В, может создаваться домкратом, который в этом случае щаринрг.о подвижен вокруг оси 9, параллельной осям 5 и 6.
Пакет ленточных электродов и сепараторов расположен на жесткой направляющей, которая может скользить при свободном качении по столу, который совершает поворот вокруг оси, например оси 5, и прижимается к намоточной оправке при помощи домкрата иль
другого аналогичного средства, шарнирно поворачивающегося вокруг неподвижной оси, например оси 9. Таким образом можно получать двойное давление новорота опоры лент электродов и сепараторов, сопровождающее эти ленты при постепенном увеличении диаметра намотки.
В соответствии с вариантом намотки, показанным на фиг. 1 а, направляющую 2 пакета электродов перемещают нараллельпо самой себе при поступательном движении, перпендикулярном оси 6 оправки. Одновременно с этим движением направляющая соверщает поступательное движение в своей собственной плоскости в то же время, что и ленты. Это исключает относительное проскальзывание между лентами и их направляющей.
Перемещение направляющей 2 происходит одновременно в направлении стрелок Г и Д. Стрелками Е схематически показано усилие, действующее па направляющую 2, которая прижимает ленты / к намотке, образующейся в ходе операции.
На фиг. 2-4 показана нанравляющая 2, которая имеет форму параллелепипеда с верхней вмемкой 10, образованной между двумя закраннаМИ 11 и 12, в которую постепенно укладывают ленту сепаратора 13, затем ленту электрода 14, например положительного, с никелевой спеченной основой, новую ленту сепаратора 13, затем ленту отрицательного электрода /5. Эти ленты иостепенно накладываются стопой и устанавливаются в выемке 10 между закраинами 11 и 12, вырезы 16 и 17 н предусмотрены для прохода соединительных выводов, которые соединяются с лентами электродов.
Ленты сепараторов 13 выступают с одной стороны за стопу, в то время как один из электродов, папример отрицательный электрод 15, выступает сзади стопы (см. .фиг. 2).
Для облегчения установки и удержания лент сепараторов и электродов на направляющей 2 в дне выемки 10 предусмотрены отверстия 18 для всасывания, которые способствуют прилеганию на одинаковых расстояниях лент сепараторов к внутренности выемки.
Для поддержания всех элементов стопы предусмотрены постоянные магниты 19.
Нанравляющая 2 нмеет также нолуцилиндрическую выемку 20, ось 21 которой расположена немного выше верхней плоскости направляющей и направлена перпендикулярно направлению хх большей длины направляющей, соответствующей направлению перемещения лент электродов и сепараторов.
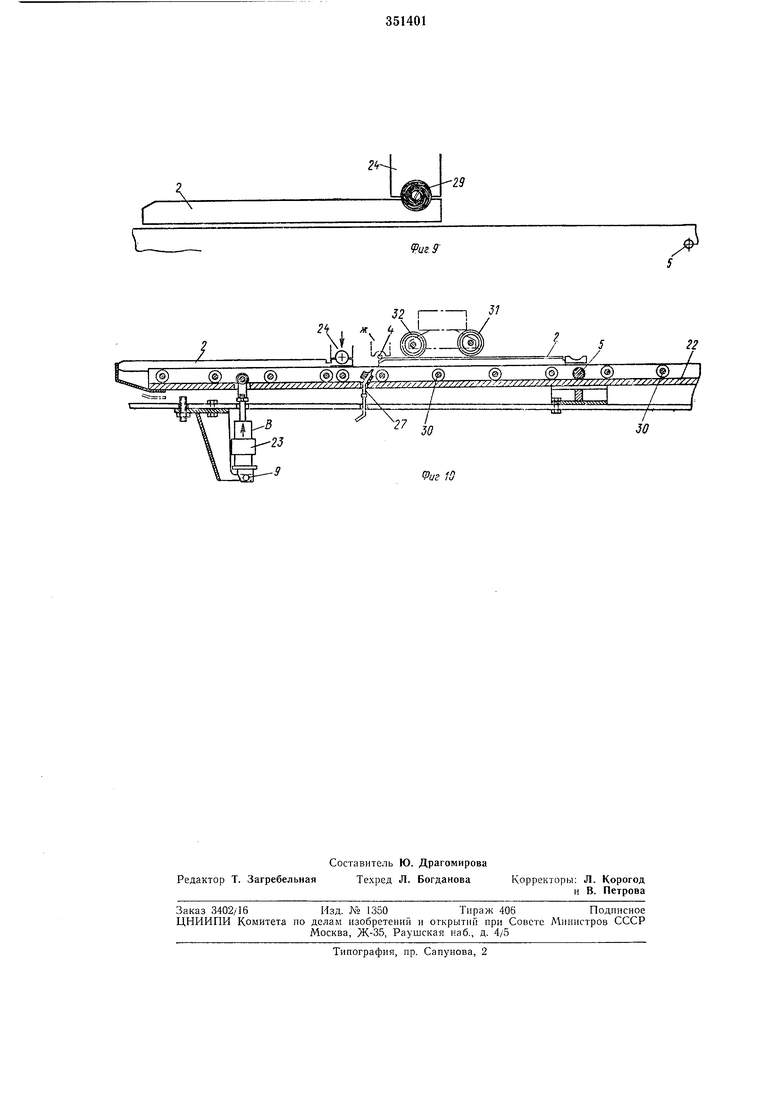
Направляющую с лентами электродов и сепараторов, расположенными стопкой (см. фиг. 6), помещают на столе 22 который совершает качение вокруг оси 5, параллельной оси оправки 4 наматывания лент электродов и сепараторов. Направляющая 2 скользит по столу 22 по стрелке Г, например, при помощи роликов. Устройство 23, подобное домкрату, действует на стол 22 с силой, показанной стрелкой В, когда последний поворачивается вокруг оси 5, прижимая направляющую 2 по касательной к обмотке, образованной на оправ,ке. Деталь 24 служит направляющей операции наматывания, она взаимодействует с оправкой 4. В конце намотки полуцилиндрическая выемка 25, образованная в детали 24, будет находиться против выемки 20 полуцилиндрической формы, имеющейся в направляющей
2; образуется цилиндр, который определяет конечный диаметр намотки. Деталь 24 не закреплена относительно оси оправки во время операции намотки.
Как только передний конец 26 направляюей 2 (см. фиг. 6) подходит к оправке 4, половина оправки (с.м. фиг. 5) отодвигается при радиальном перемещении, и нагнетательное сопло 27 для воздуха загибает вокруг полуоправки 28 концы сепараторов 13, которые выступают впереди стопы. Затем полуоправка 28 возвращается в прежнее положение, и операция продолжается, как показано на фиг. 7, где изображено положение намотки носле полуоборота вращения оправки.
Постепенно диаметр намотки возрастает, в то время как при совместном действии домкрата 23 и поворота вокруг оси 5 стол 22 принимает в каждый момент времени положение, необходимое для того, чтобы нанравляющая,
на которой расположены сепараторы и электроды, подходила к образованной намотке строго по касательной. Одновременно направляющая 2 скользит (стрелка Г) по столу 22. С самого начала операции деталь 24 посредством части выемки 25 оказывает на образованную намотку давление определенной величины для получения правильной намотки.
В конце операции (см. фиг. 9), когда ленты сепараторов и электродов намотаны вокруг оправки 4, законченная намотка попадает в выемку 20 направляющей 2 и удерживается там направляющей деталью 24, которая центрируется по оправке, ось которой остается неподвижной. Оправка 4 продолжает вращаться
(например три-четыре оборота), намотка 2 сжимается в расположенных друг против друга выемках 25 детали 24 и направляющей 2. Необходимо отметить, что конец отрицательного электрода 15 выступает за стопу и
образует внешнюю спираль намотки, которую можно затем ввести в контакт с металлическим стаканчиком, в который будет введена намотка. Положительный электрод 14 остается, напротив, изолированным между разделителя ми.
После поджима по желаемому диаметру памотка 29 может быть автоматически введена в стаканчик, например, изготовленный из металла, который образует боковую стенку корпуса химического источника тока. Для этого половинки полуоправки 28 удаляются, а направляющая 2 и деталь 24 устанавливаются так, как стаканчик.
ется при качении по роликам 30 вдоль стола 29, который может совершать качения вокруг оси 5; сгол 22 подвержен действию домкрата по стрелке В. Домкрат 23 может шарнирно совершать качения вокруг оси 5. Нагнетательное сопло 27 для воздуха осуществляет загибание концов лент разделителей вокруг полуоправки 28 (см. фиг. 6) в начале операции намотки. Устройство с роликами 31, 32, содержащее необходимые органы амортизации, осуществляет за счет трения перемещение направляющей 2Направляющая деталь 24 предназначена для образования памотки в показанный на фиг. 10 момент, а при установке намотки в стаканчик после окончания операции намотки деталь 24 должна находиться в положении ж.
Перемещение направляющей 2 поступательно по столу 22 происходит со скоростью намотки лент электродов и сепараторов, которые тянут ее в направлении стрелки Г.
Предмет изобретения
Способ намотки в спираль пакета электродов с сепараторами для щелочного аккумулятора путем укладки на направляющую электродов с сепараторами, выступающими за край пакета, закрепления выступающих концов сепараторов в оправке и вращения ее с подачей электродного пакета по касательной к наматываемой спирали и одновременным перемещением направляющей к оправке, отличающийся тем, что, с целью предотвращения повреждений электродов и сепараторов, указанное перемещение направляющей производят в направлении вращения оправки.

| название | год | авторы | номер документа |
|---|---|---|---|
| ВПТБ | 1973 |
|
SU404216A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1971 |
|
SU301753A1 |
| Поворотная головка для намотки секций конденсаторов | 1981 |
|
SU1010669A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Поворотная головка для намотки секций конденсаторов | 1982 |
|
SU1056290A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |

Фиг 1
16 Щ 7 9W .
/1 / // /
8 /4
(
;
-Ю
-12
ff
