Известна конструкция пресс-формы для изготовления полимерных изделий сложной конфигурации, содержащая верхнюю плиту с пуансоном и направляющими колонками, нижнюю плиту с подвижной составной матрицей и диском, направляющей втулкой и цилиндрическим выталкивателем.
Известная конструкция пресс-формы затрудняет извлечение изделия сложной конфигурации из составной матрицы, для чего требуется ее ручная разборка.
Предложенная конструкция пресс-формы отличается тем, что выталкиватель снабжен подвижной ограничительной втулкой и в попе,речном его сечении вдоль диаметра имеет палец, выступающие концы которого взаимодействуют с рабочими поверхностями спиральных пазов ограничительной втулки, жестко скрепленной с диском, имеющей у основания бурт с торцовыми зубьями, входящими в зацепление с зубьями направляющей втулки при перемещении ограничительной втулки до ее упора.
Это обеспечивает извлечение изделия сложной конфигурации, например рабочего колеса гидромащины, из составной матрицы без ее разборки.
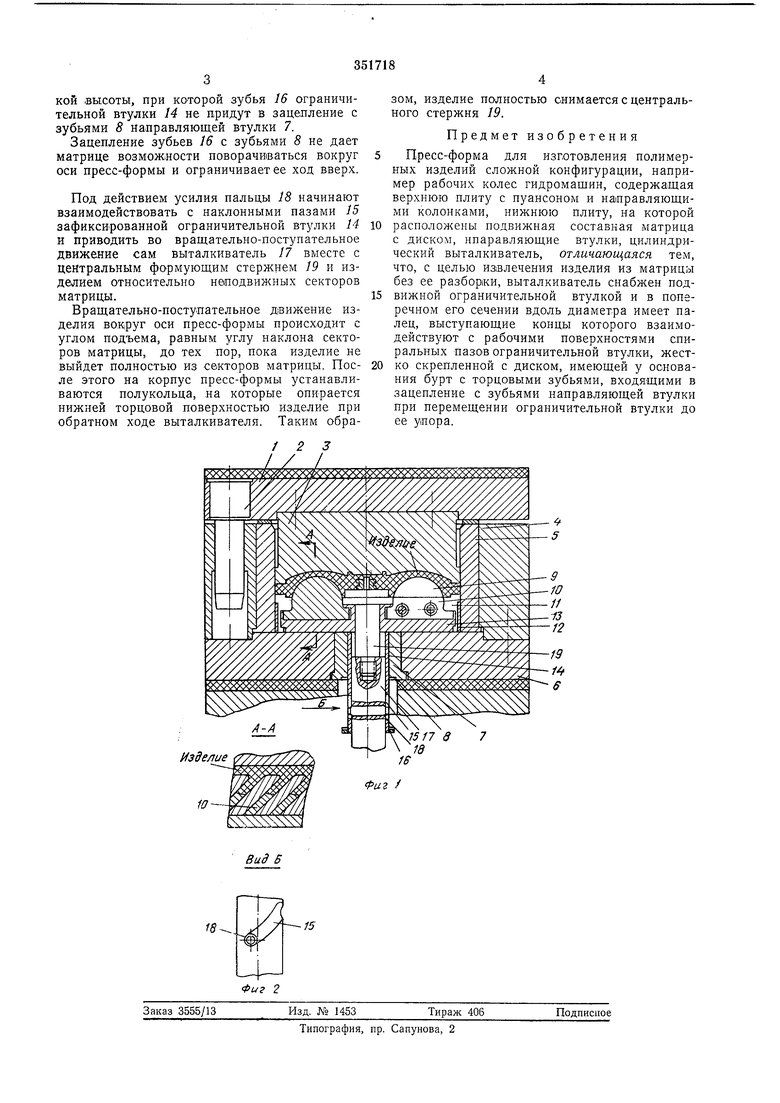
Пресс-форма состоит нз верхней плиты / с направляющими колонками 2 и пуансоном 3, корпуса 4 со стака«ом 5, нижней плиты 6 с запрессованной направляющей втулкой 7 с
торцовыми зубьями 8, составной матрицы с наклонными секторами Я пластинами 10, полукольцами 11 и стаканом /2, подвижного диска 13 с жестко прикрепленной к нему ограничительной втулкой 14 с наклонными пазами 15 и буртом с торцовыми зубьями 16, а также выталкивателя 17 с пальцами /8 и центральным формующим стержнем 19.
Работа пресс-формы с принудительным вращением выталкивателя с центральным
формующим стержнем вокруг оси пресс-фармы с определенным углом подъема состоит из следующих последовательных операций. После того как рабочее колесо отпрессовано в пресс-форме под давлением с выдержкой
времени, положенной для данного изделия, пуансон 3 с верхней плитой / поднимается верхним столом пресса. Усилием выталкивателя /7 через центральный формующий стержень 19 происходит выталкивание изделия
матрицы с наклонными секторами 9 и диском 13. Матрица поднимается вверх за изделием потому, что она в данном случае и.меет наклонные сектора, которые не могут выйти из изделия при продольном его движении вдоль
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ "^Itf^ •'Г'~Х/*?'Г' |НО-ТсАй»ЬИБЛпОItRM | 1973 |
|
SU372074A1 |
| Пресс-форма для изготовления сложнофасонных слоистых изделий | 2021 |
|
RU2756455C1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
