Изобретение относится к инструментам для получения отверстий в листовом материале, преимущественно в радиотехнической электронной и приборостроительной промышленности.
Известны штампы для получения отверстий с двухступенчатыми пуансонами, первая ступень которых осуществляет пробивку отверстия и имеет плоский торец и паклонную боковую поверхность, а вторая ступень осуществляет зачистку и калибровку.
Однако на таких щтамнах получают отверстия с чистотой поверхности среза не выще 7-8 класса, а точность соответствует 3 классу. Кроме того, пробивка с одновременной зачисткой применяется при соотношениях d 3-i-4S, где d - диаметр отверстия, 5 - толщина материала, при толщине материала до 3 мм. При повышенных требованиях необходимо применять еще одну дополнительную зачистку или две. При использовании известного щтампа не образуется гладкой и перненкулярной поверхности, получается некоторая конусность за счет того, что основной отход материала разорван с материалом срезаемого при зачистке припуска.
Цель изобретеиия - получение отверстия с гладкой и перпендикулярной поверхностью среза по 9-10 классу чистоты, без сколов материала от последнего элемента стружки,
обеспечивающего точность отверстия по 2-3 классу.
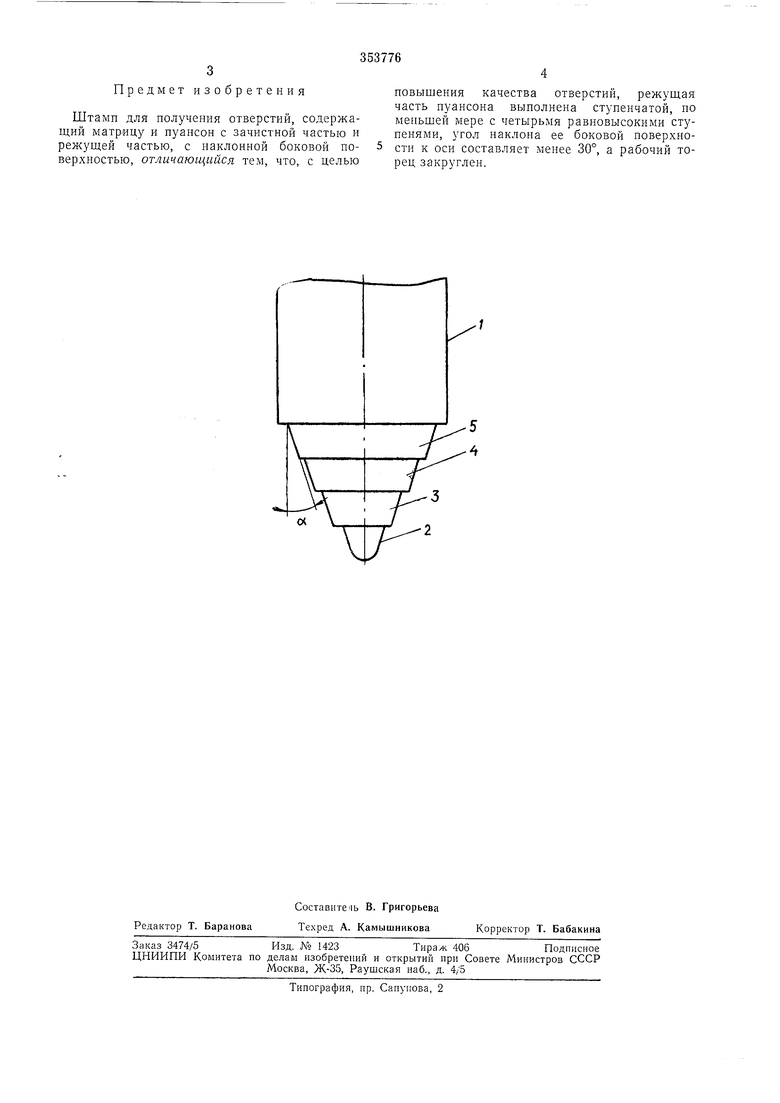
Для этого режущая часть нуансона предлагаемого штампа выполнена по меньшей мере из 4-х ступеней с наклонными боковыми поверхностями, угол наклона которых составляет а 10-25 торец пуансона закруглен. Высота режущей части пуансона равна толщине обрабатываемого материала, и количество ступеней также зависнт от толщины обрабатываемого материала. Зазор между матрицей и зачистной частью пуансона составляет 0,005-0,01 мм, а угол резания матрицы составляет 10-20. Зачистная часть пуансона выполне} а с точностью и чистотой поверхности не ниже 10 класса.
На чертеже изображен пуансон предлагаемого щтампа с зачнстной частью 1 и режущей частью 2, состоящей из ступеней 2, 3, 4, 5.
При движении нуансона вниз закругленный торец режущей части начинает взаимодействовать с обрабатываемым материалом, и в первый момент начинается процесс вытял ки. Затем вступает в работу ступень 3, которая продолжает вытяжку материала и одновременно с матрицей (не показана) срезает его. Аналогичные функшш выполняют и последующие ступени - и 5. В конце хода пуансона зачистная часть срезает оставленный прнпуск.
Предмет изобретения
Штамп для получения отверстий, содержащ,ий матрицу и пуапсоп с зачистной частью и режущей частью, с наклонной боковой поверхностью, отличающийся тем, что, с целью
повышения качества отверстии, режущая часть пуансона выполнена ступенчатой, по меньшей мере с четырьмя равновысокими ступенями, угол наклона ее боковой поверхности к оси составляет менее 30°, а рабочий торец закруглен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Пуансон для пробивки и зачистки цилиндрических отверстий | 1974 |
|
SU521970A1 |
| Пуансон для отбортовки и последующей пробивки отверстия | 1980 |
|
SU940926A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ изготовления часовых деталей | 1979 |
|
SU932459A1 |
| Пуансон для пробивки отверстий в деталях из листовых неметаллических материалов | 1986 |
|
SU1449191A1 |
| Способ получения отверстий в листовых заготовках | 1981 |
|
SU994086A1 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
7
