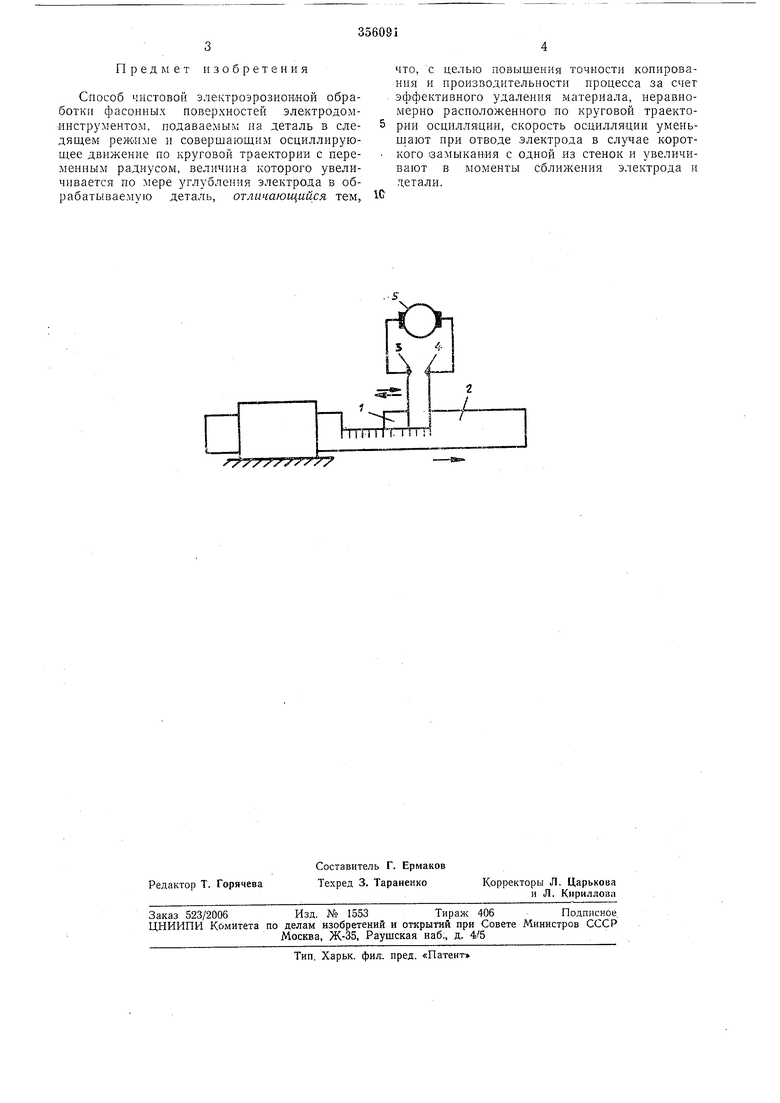
Изобретение относится к тех-нологии машиностроения.u.Juii-iM ма Известен способ чистовой электроэрозионпои, фасонных поверхности например пресс-форм, для вулканизации покры,шек, осуществляемый на электроимпульс ном станке модели МА-4729 и заключающийся в использоваиии осциллирующего движения по круговой траектории и следящего прямолинеи«ог.о возвратно-,лоступательнаго ZI МОЙ детГи относительно обрабатыГеЦелью изобретения является повышение точности копирования и .производительности rSll эффективного удал ниГма териала неравномерно расположенного по круговой траектории осциллящии то достигается тем, что по предлагярип р е Го /г-;™НЕ с.°Г.Г. . за.ключается в слеПри электроэрозионной обработке с or циллирующнм движением по круговой траек S.-; - ;-™;i;/rr s ™i На чертеже показана схема датчика пе гистрирующего отвод и матеимальное сбли SГю.° обрабатываемой поверх: и сближения электрода f ir°-o -ft4™-i,f-,;-г--|;г. жеГяГд™ -„рав.,е„,й, Установленные на движке / „ линейке 2 электрнческне контакты 3 н 4 дают таким об разом, дополнительный сигнал .ча«актернзую лет-П То -д-- Гот-€Е детали, увеличивая точность обработ,f В мо f скоГости повьщенно v3.f проходит уже обработанные места уменьшая таким образом холостые холы и :повьшая производительность обра™тки
Предмет изобретения
Способ чистовой электроэрозиоиной обработки фасонных поверхностей электродоминструментом, подаваемым на деталь в следящем режиме и совершающим осциллирующее движение по круговой траектории с переменным радиусом, величина которого увеличивается по мере углубления электрода в обрабатываемую деталь, отличающийся тем.
что, с целью повышения точности кодирования и производительности процесса за счет эффективного удаления материала, неравномерно расположенного по круговой траектории осцилля:ци.и, скорость осцилляции уменьц ают при отводе электрода в случае короткого замыкания с одной из стенок и увеличивают в моменты сближения электрода и детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ электроэрозионной обработки фасонных поверхностей | 1967 |
|
SU285739A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1583236A1 |
| Орбитальная головка к электроэрозионному станку | 1980 |
|
SU957510A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Станок для электрохимической обработки | 1975 |
|
SU691266A1 |
| Способ электроэрозионной обработки фасонных поверхностей | 1982 |
|
SU1102663A1 |
