Известен механизм раскладки нитей или жгутов на вращающуюся оправку, включающий каретки с нитеводителями, цепной движитель перемещения кареток по направляющим опорам и регулируемый привод цепи.
Предлагаемый механизм отличается от известного тем, что с целью повышения точности параметров намотки при укладке одновременно нескольких нитей или жгутов с различными углами раскладки механизм снабжен дополнительными каретками, несущими нитеводители и связанными с основными каретками тросовой системой в замкнутый контур.
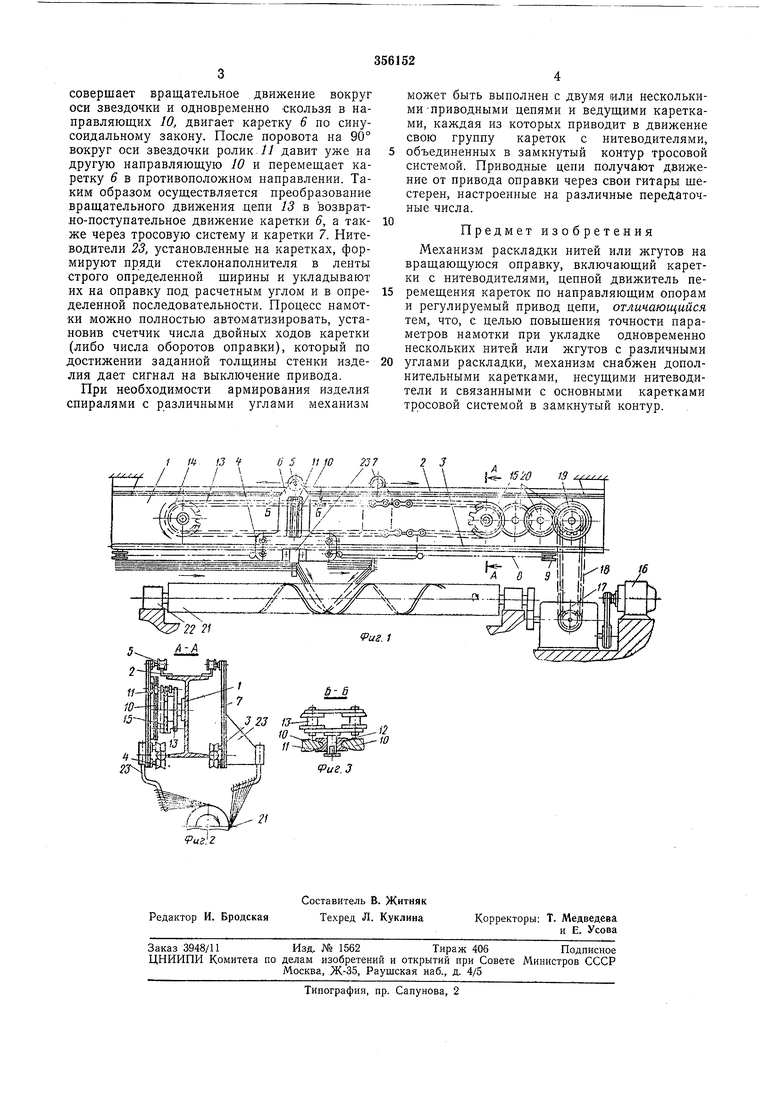
На фиг. 1 показан предлагаемый механизм и связь его с приводом и оправкой, вид сбоку; на фиг. 2 - поперечное сечение механизма; на фиг. 3 - звено цепи с шипом и приводным роликом.
Остовом механизма является профильная балка /. К балке привариваются направляющие 2 и 5, по которым на роликах 4 и 5 катятся две каретки б и 7, объединенные в замкнутый контур стальным тросом 8 и системой блоков 9. Одна из кареток (назовем ее ведущей) имеет две направляющие 10, в которые введен приводной ролик //. Ролик по ходовой посадке посажен на шип специального звена 12 цепи 13. Ведущая звездочка цепи 13 выполнена в блоке с шестерней и вращается в подщипниковом корпусе, приваренном к балке 1. Звездочка 14 выполняется с натяжным устройством (условно не показано). Вращение звездочке 15 передается от электродвигателя 16 через клиноременную передачу, редуктор 17, цепь 18, звездочку 19 и гитару шестерен 20. От того же редуктора 17 получает вращение и оправка 21, вращающаяся в опорах 22. В кинематической цепи оправка-звездочка 15 исключаются передачи с нестабильным передаточным числом, т. е. допускающие проскальзывания, пробуксовки (ременные, фрикционные и т. п.). К. кареткам 5 и 7 крепятся нитеводители 23 с игольчатыми гребенками. Каждому полному обороту цепи 13 (или двойному ходу каретки) соответствует строгое число оборотов оправки без малейщего накопления ошибок в течение всего процесса намотки изделия. С торца оправки через игольчатые гребенки нитеводителя 23 протягиваются пряди пропитанных связующим стеклотканей, жгутов или др. и приклеиваются к поверхности оправки. Включается привод, оправка и цепь 13 приводятся в движение. Ролик 11 цепи 13
давлением на направляющую 10 приводит в движение каретку 6, которая в свою очередь через трос 8 синхронно движет каретку 7, но в противоположном направлении. При прохождении специального звена 12 цепи 13 через звездочку 14 или 15 приводной ролик //
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
| Устройство для намотки стеклонити на оправку | 1975 |
|
SU867656A1 |
| Устройство для раскладки нитей | 1977 |
|
SU654435A1 |
| Устройство для намотки тороидальных оболочек | 1974 |
|
SU482319A1 |
| Устройство для раскладки нити | 1990 |
|
SU1756255A1 |
| Полуавтоматическая линия для производства стеклопластиковых изделий методом намотки | 1975 |
|
SU729075A1 |
| Устройство для раскладки нитей | 1984 |
|
SU1229063A1 |
| Машина для нерерывной намоткиОбОлОчЕК | 1973 |
|
SU797895A1 |
| Устройство для намотки тел вращенияиз АРМиРОВАННыХ плАСТиКОВ | 1978 |
|
SU804489A1 |
| Устройство для намотки сложнопрофильных изделий из композиционных материалов | 1980 |
|
SU954247A1 |
