Известны устройства для закрепления деталей типа винта, в которых зажим осуществляется при помощи разрезных гаек.
Предлагаемое устройство отличается тем, что разрезные втулки размещены в разрезной плите, установленной с возможностью поворота в пределах от О до 90° посредством системы рычагов.
Такое выполнение устройства обеспечивает автоматическую загрузку и выгрузку деталей.
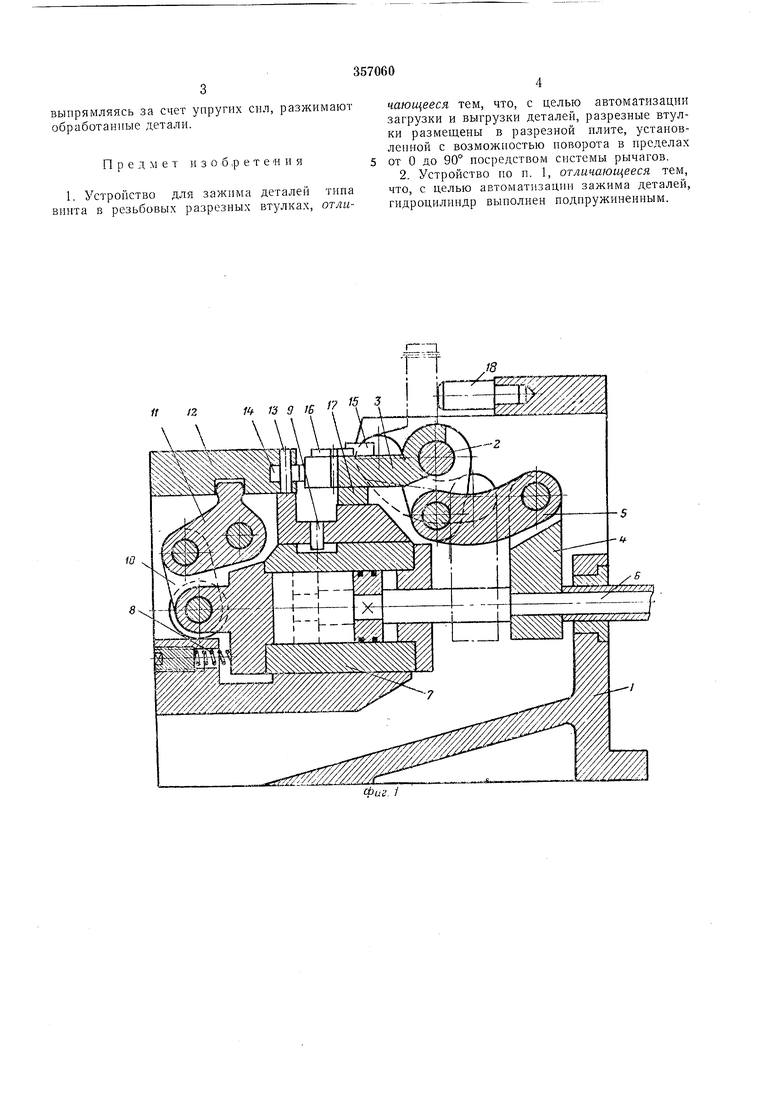
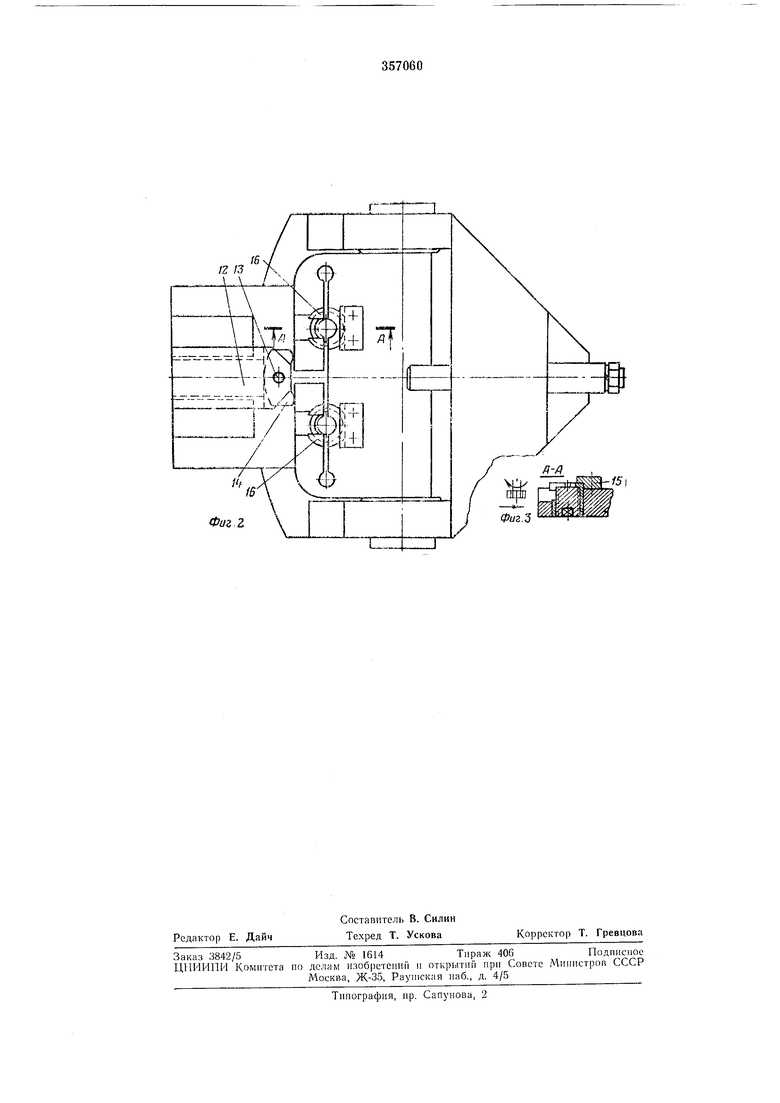
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - то же, в плане; на фиг. 3 - разрез по Л-А на фиг. 1.
В корпусе / устройства на неподвижной оси 2 установлена поворотная плита 3, разрезы в которой образуют две пружинящие планки. Поворотная плита соединена через систему рычагов 4, 5 со щтоком 6 снлового цилиндра, гильза 7 которого выполнена подвижной относительно корнуса и может под действием пружины 8 передвигаться до упора 9. Кроме того, гильза 7 через распорную плаику 10 п рычаг 7/ связана с ползуном 12. В ползуне 12 на оси 18 установлено коромысло 14, которое при перемеп1.енни ползупа 12 может взаимодействовать с пружинящими планками поворотной плиты 3, в которой при помощи прижимных нланок 15 закреплепы разжимные резьбовые втулки 16. Уиоры 17, 18 служат для ограничення поворота плиты 3, обеспечивая ей иа позициях загрузки и выгрузки деталей строго вертикальное положение, а на рабочих позициях - строго горизонтальное ноложение.
Устройство работает в цикле автомата. На загрузочной позиции поворотная плнта 3 паходится в вертикальном положении. Прп помощи гидроключа детали загружают, завертывая их до упора в прослабленные разжимные резьбовые втулки 16. Масло подают в левую полость цилиидра, и щток 6 через систему рычагов 4, 5 поворачивает разрезную плнту до упора 17, устанавлнвая ее в строго горизонтальное ноложенпе. Давление в цнлиндре возрастает, и подвижная гнльза 7, преодолевая сопротивлепие пружины 8, через раснорную планку 10 н рычаг // перемещает ползун 12, коромысло 14 которого, воздействуя на пружинящие нланки поворотной плиты 3, сжимает разжимные резьбовые втулрп 16. Деталн, находящиеся в них, зажимаются ио резьбе на рабочих позициях автомата и подвергаются мехаиической обработке. После окончания обработки нри переходе на нозицию автоматичеекой разгрузки деталей масло иодают в правую полость цилиидра, и гильза 7, передвигаясь иод действием давления масла и пружины 8 до упора 9, снижает давление ползупа 12 на пружппящпе планки п
выпрямляясь за счет упругих сил, разжимают обработаниые детали.
Предмет и з о б ,р е т е « и я
1. Устройство для зажима деталей тииа винта в резьбовых разрезиых втулках, отличающееся тем, что, с целью автоматизации загрузки и выгрузки деталей, разрезиые втулки размещены в разрезиой плите, установлепной с возможиостью поворота в пределах от О до 90° посредством системы рычагов.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматизации зажима деталей, гидроцилиидр выполнеи подпружинеииым.
// /2
Фиг Z
