Известный станок для выработки балансов из колотых чураков, включающий станину, подающий транспортер и рабочий орган с механизмом его перемещения, не обеспечивает автоматической установки рабочего органа в зависимости от размеров чураков.
Особенностью предлагаемого станка является то, что рабочий оргаи снабжен механизмом управления со следящей электрогидравлической системой, выполненной на бесконтактных датчиках.
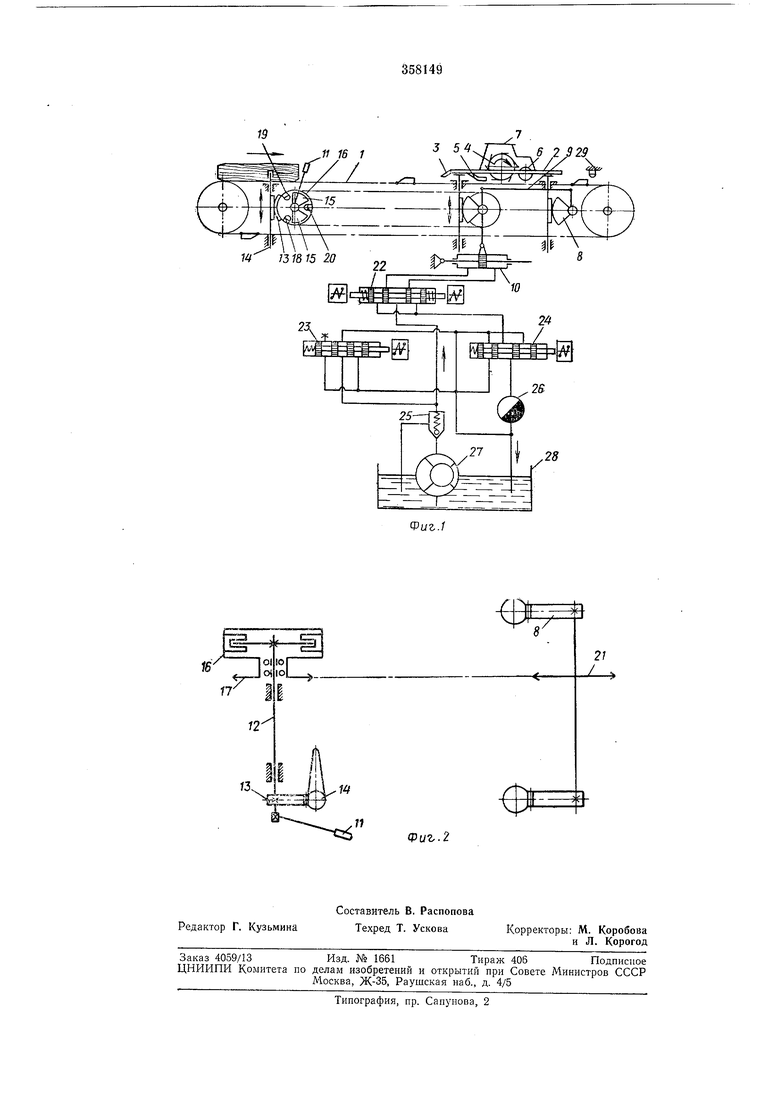
На фиг. 1 изображена принципиальная схема станка; на фиг. 2 - схема механизма управления.
Стаиок держит следующие основные узлы: подающий транспортер /, рабочую головку 2, механизм перемещения рабочей головки, механизм управления и следящую электрогидравлическую систему.
На рабочей головке смонтированы скалывающий нож 3, фреза 4, передний прижим 5, прижимной ролик 6 и защитный кожух 7. Головка крепится к четырем штангам с зубчатыми рейками и может перемещаться в вертикальном направлении.
Механизм перемещения рабочей головки состоит из четырех зубчатых секторов 8, попарно насаженных на два вала. Секторы находятся в зацеплении с зубчатыми рейками штанг головки. Валы секторов соединены
между собой при помощи рычагов и тяги 9, и через рычаг соединены с гидроцилиндром 10. Механизм управления включает в себя рукоятку // управления, насаженную на вал 12,
зубчатый сектор 13, находящийся в зацеплении с рейкой 14, имеющей флажок-указатель, лепестки 15, неподвижно закрепленные на валу 12, полый ротор 16 со звездочкой /7 цепной передачи обратной связи, имеющий
внутри три бесконтактных электрических датчика 18, 19 и 20. Звездочка 21 цепной передачи обратной связи жестко закреплена на валу зубчатых секторов механизма подъема головки.
Следящая электрогидравлическая система имеет золотники 22, 23 л 24 с электрическим управлением, предохранительный клапан 25 и дроссель 26, гидронасос 27, масляный бак 28 и бесконтактный электрический датчик 29.
Станок работает следующим образом.
Предварительно расколотое полено укладывается на подающий транспортер /. С помощью рукоятки // оператор поворачивает вал 12 и через зубчатую пару сектор 13 с рейкой
14 устанавливает флажок-указатель на желаемый уровень обработки. Один из лепестков 15 в зависимости от направления поворота рукоятки управления войдет в прорезь бесконтактного электрического датчика 18 или
ложная грань лепестка войдет в прорезь бесконтактного электрического датчика 20. Датчики магнитными золотниками, 22, 23 и 24 предварительно готовят к срабатывании электрические цепи управления. Разрешающую команду на срабатывание системы дает бесконтактный электрический датчик 29 в тот момент, когда предыдущий упор подающего транспортера выйдет из-под рабочей головки.
Разгрузочный золотник 23 закроет свободлый слив и направит поток масла в гидронасос 27, направляющий последнее в зависимости от того, который из датчиков (18 или 19) подал предварительную команду, в ту или иную полость гндроцилиндра 10.
При перемещении гидроцилиндра по щтоку движение передается на рычаг вала сектора 8, поднимающий или опускающий рабочую головку. Слив масла осуществляется через золотник 24, а при малых ходах направляющих - через дроссель 26, что обеспечивает малую скорость перемещения рабочей головки.
При больщих ходах, а следовательно, и при больщих углах поворота рукоятки 11, лепесток 15 зайдет в прорезь датчика 20, который даст команду на срабатывание электромагнита золотника 24. При этом масло на слив пойдет непосредственно в бак 28, минуя дроссель 26. Произойдет перемещение рабочей головки с большой скоростью. При перемещении рабочей головки с поворотом секторов 8 повернется и звездочка 21, которая через цепную передачу обратной связи повернет звездочку 17 с полым ротором 16 до того момента, пока лепесток не выйдет из прорези датчика 18 или 19. При этом золотник 22 отключится и перекроет доступ масла к гидроцилиндру, а золотник 23 откроет свободный слив масла в бак. Вся система займет фиксированное положение, при котором рабочая головка находится на одном уровне с флажком-указателем механизма управления. При повороте полого ротора до получения команды от датчиков 18 или 19 на отключение гидросистемы, прорезь датчика 20 сойдет с лепестка 15 и по
полученной команде золотник 24 направит масло от гидроцилиндра 10 на слив через дроссель 26, что обеспечит малую скорость перемещения рабочей головки 2 в конце хода и позволит избежать перебегов по инерции.
Полено упором подающего транспортера продвигается под рабочую головку. Часть гнили удаляется скалывающим ножом 3, а остаток - фрезой 4. Отходы от фрезерования
увлекаются потоком воздуха, возникающим при вращении фрезы, и направляются через горловину выноса отходов защитного кожуха 7.
Предмет изобрете ния
Станок для выработки балансов из колотых чураков, включающий станину, подающий
транспортер и рабочий орган с механизмом его перемещения, отличающийся тем, что, с целью обеспечения автоматической установки рабочего органа в зависимости от размеров чураков, рабочий орган снабжен механизмом
управления со следящей электрогидравлической системой, выполненной на бесконтактных датчиках.
19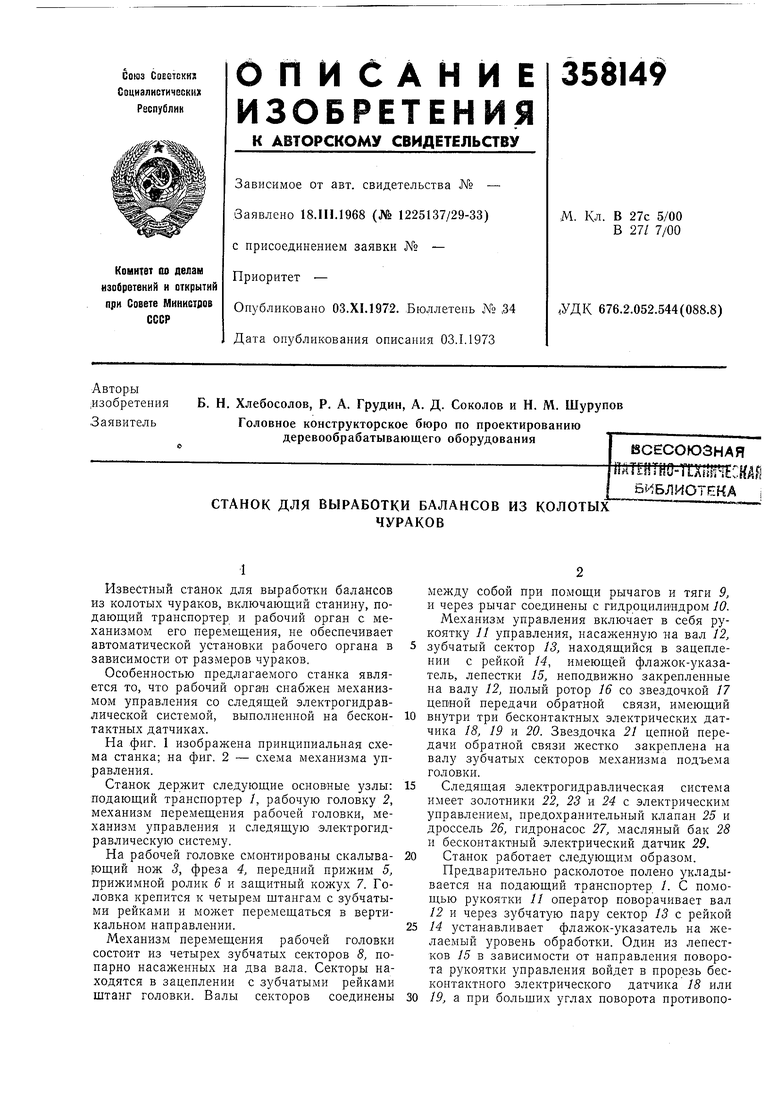
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПРИВОДА РЕГУЛЯТОРА СКОРОСТИ ДЛЯ ГИДРАВЛИЧЕСКИХ МЕХАНИЗМОВ | 1973 |
|
SU404072A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU406646A1 |
| ГИДРОПРИВОД | 1971 |
|
SU299356A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU405646A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРИВОДОМ КАМНЕРЕЗНОЙМАШИНЫ | 1967 |
|
SU203596A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1966 |
|
SU185484A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ЗЕЛ1ЛЕРОЙНОЙ МАШИНЫ | 1971 |
|
SU293974A1 |
| СТАНОК ДЛЯ ВЫРАБОТКИ БАЛАНСОВ ИЗ КОЛОТЫХ ЧУРАКОВ | 1967 |
|
SU206075A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОГИДРАВЛИЧЕСКИМ ПРИВОДОМ ГРУЗОПОДЪЕМНОГО КРАНА | 1999 |
|
RU2179144C2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМе-с?;сою:^;^*^- • bATEM^a^aiiH^i^- Щ ""^ &и&лиот^и.л^^ | 1973 |
|
SU374161A1 |