Известны устройства для заточки сверл, сиа.бженные механизмом оодачи сверл на инструмент, .выполненным в 1виде трех взаимно согласованно расположенных шнеков, два из которых образуют канавку 1под сверло, а третий служит упорам.
Предложенный - .механизм лоз-воляет приблизить формы задних поверхностей предварительно заточенных оверл к окончательно за точениым, что ведет ,к уменьшению трипусKOiB под заточку и, следовательно, к повышению производительности на операциях окончательной и предварительной заточки, уменьшению габаритощ механизма. Это достигается тем, что узел перемеш,ения заготовок сверл вьшолнен :в виде двухшнековото траноиортера, ;в канаЩКах ,кото1рого заготов-ки сверла уложены перпендикулярно их осям, и осевого упОра, обеспечи:ваюш,его рабочий контакт заготовки с а1браз ьвны.м инструментов, а узел поворота заготовок сверл снабжен двумя планками с О:риентиру1ош,ими выступами, paicположенньими нод угло.м ,к осям загото;вок.
Сущность механизма поясняется «а примере его работы IB автомате для предварительной заточки сверл.
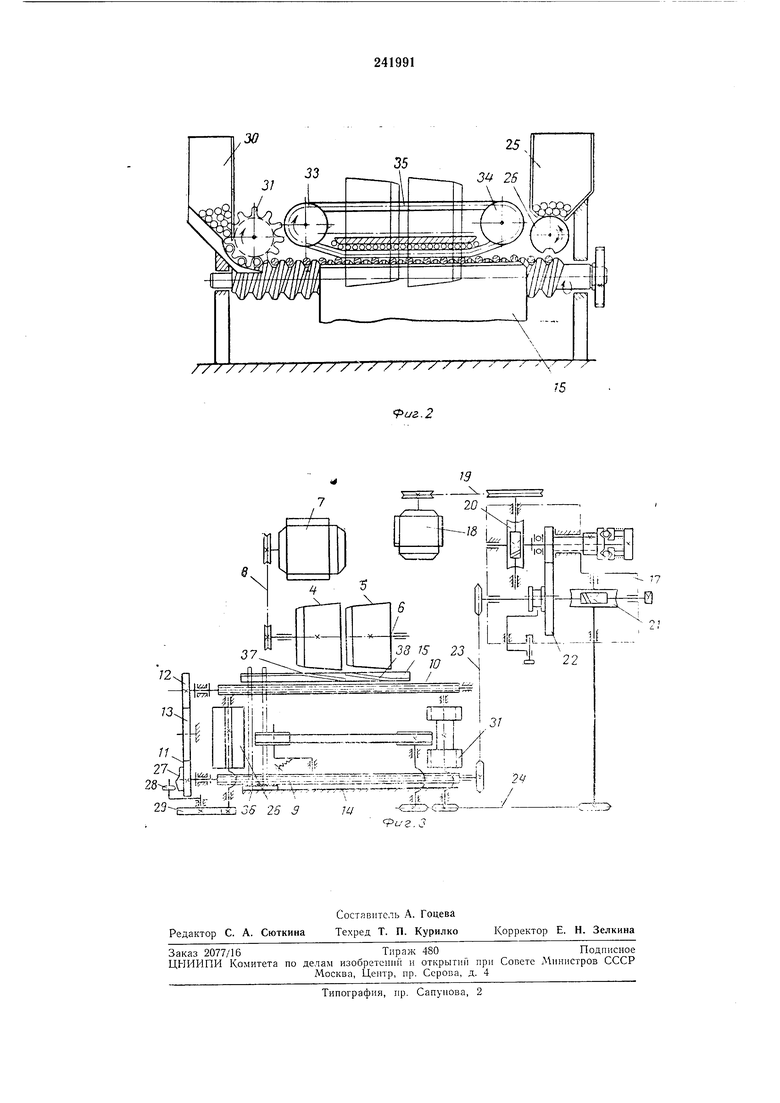
По направляющим ста.нины / .перемещаются салазки 2, вер.чние .на1Пра1Вляющие -которых выполнаны наклонно для сохранения угла при вершине сверла постоянным независимо от
износа шлифовальнаго .круга. Шлифовальная бабка 3, установлениая на наклонных направляющих салазок 2, имеет два шлифовальных круга 4, 5, расположенных на шпинделе 6, получающем вращение от электродвигателя 7
через клиноременную передаму 8.
Механиз:м перемещения содержит два шнека 5 и 10 с установленными на них зубчатыми колесами 11 и 12, связанными между собой зубчатым колесом /5, осевой упор сверл
14, планки 15 и 16. Он установлен так, что оси шнеков и плоскость осевого упора параллельны, а оси сверл перпендикулярны осям щ л и а льны х «р угов. Редуктор 17, предназначенный для привода
механизмов перемещения, загрузки,, 1выгрузки и прижима сверл, содержит электродвигатель 18, клиноременную передачу 19, систему червячных передач 20, 21, зубчатую передачу 22 и передает .вращение через цепные передачи
23, 24 к исполнительным органам.
Механизл загрузки состОИТ из магазина: 25, мотылевого питателя 26, получающего вращение от .кулачка 27, установленного на шнеке 9, через систему рычагов 28 и зубчатых пере3И.на 30, барайана-перегружателя 31, приводимого в движение цепной передачей 24. Механизм прижи.ма в.ключает ;в себя прижимную «а;ретку 32, приводной ролик 33, натяжной ролиж 34 и клиновой ремень 35, получающий от цепной передачи 24.
Автомат работает следующим о-бразом.
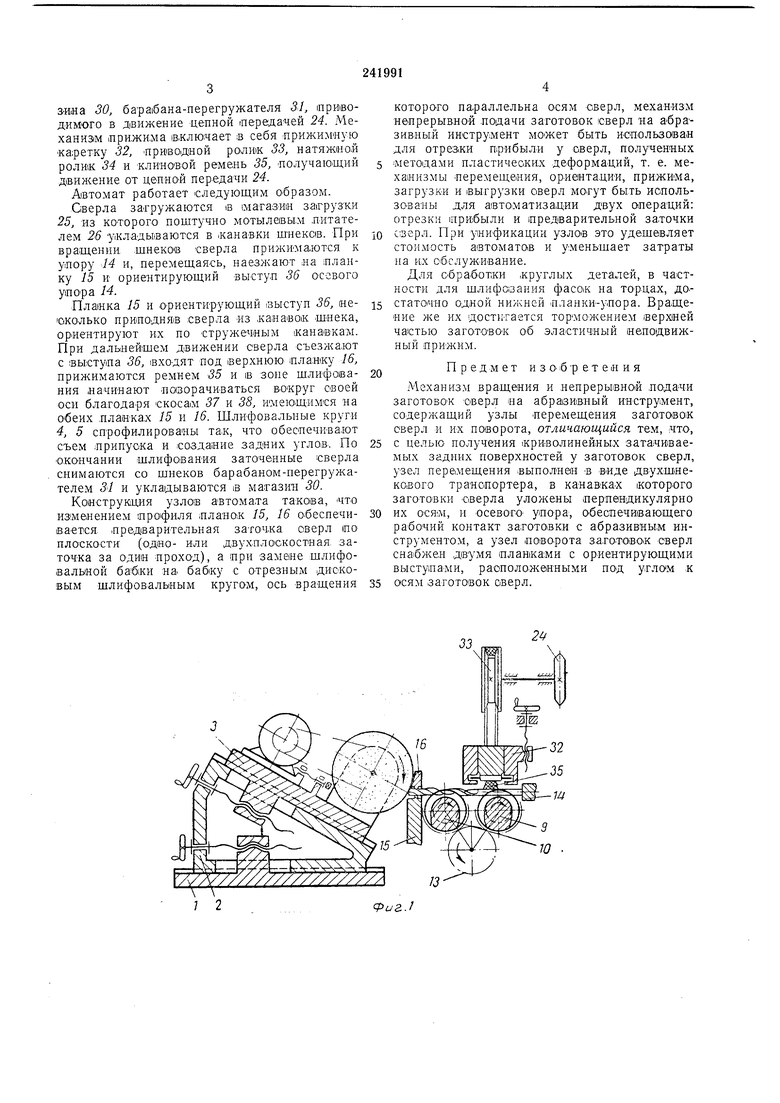
С1верла загружаются IB .магазин загрузки 25, из которого поштучно мотылавы.м питателем 26 ужладьпваются в канавки шнекою. При вращении шнеков сверла прижимаются к упору 14 и, перемещаясь, наезжают на планку 15 1 ориентирующий выступ 36 осевого упора 14.
Плаика 15 и о-риентирующий аыступ 36, неiQKOvibKo приподняв сверла «з .каиавок шнека, ориентируют их по стружечным «анавкам. При дальнейшем движении сверла съезжают с выступа 36, входят под верхнюю планку 16, прижимаются ремнем 35 и IB зоне шлифования начинают поворачиваться вокруг своей оси благодаря скосам 37 и 38, имеющимся на Обеих планка,х 15 и 16. Шлифовальные круги 4, 5 спрофилированы так, что обеспечивают съем припуска и создание задних углов. По окончании шлифования заточенные сверла снимаются со шнеков барабаном-перегружателем 3} и укладываются в магазин 30.
Конструкция узло1В автомата такова, что изменением профиля планок 15, 16 о беспечивается предварительная заточка сверл по плоскости (одно- или двухплоскоствая, заточка за один проход), а при замене шлифовалыной бабки на баб1ку с отрезным дисковым шлифовальным кругом, ось вращения
которого параллельна осям сверл, механизм непрерывной подачи заготовок сверл на абразивный инструмент может быть исПОльзо ван для отрезки прибыли у сверл, полученных Методами пластических деформаций, т. е. механизмы перемещения, ориантадии, прижима, загрузки и выгрузки сверл могут быть использованы для автоматизации двух операций: отрезки прибыли и предварительной заточки
сзерл. При унификации узлов это удешевляет стоимость автоматс в и уменьшает затраты иа нх 0|бСлуй ивание.
Для обработки круглых деталей, в частности для шлифования фасок на торцах, достаточно одной нижней планки-упора. Вращение же их достигается тормои ением верх1ней частью заготовок об элаСтичный неподвижный прижим.
Предмет и з О i6 р е т е н и я
Механизм вращения и непрерывной подачи заготовок сверл на абравивный инструмент, содержащий узлы перемещения заготовок сверл и их noiBOpOTa, отличающийся тем, что,
с целью получения криволинейных затачиваемых задних поверхностей у заготовок сверл, узел перемещения 1выполнвн в виде двухшнекового транспортера, в канавка.х которого заготовки сверла уложены перпендикулярно
их ося;м, и осевого- упора, обеспечивающего рабочий контакт заготовки с абразивным инструментом, а узел поворота заготовок сверл сна|бжен двумя планками с ориентирующими выступами, расположенными под углом к
осям заготовок сверл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Автомат для заточки сверл по винтовой поверхности | 1959 |
|
SU129957A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Устройство для заострения концов прутков | 1976 |
|
SU692718A1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU305040A1 |
| Автомат для шлифования перьев и заточки углов перового сверла часового производства | 1960 |
|
SU145146A1 |
| Устройство для заострения концов прутков | 1980 |
|
SU887135A1 |
| Станок для заточки сверл | 1984 |
|
SU1220742A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
иг.
28 2Э
J I-It T .- . T . ,-V/
3i. / V...
Lij Jd 25 J
. J
