1
Известны сортопроволочные станы для прокатки партиями профилей в широком диапазоне размеров, содержащие последовательно расположенные, соединенные рольгангом двухклетьевые группы, выводные устройства от второй (чистовой) клети каждой группы к дополнительному сквозному рольгангу, параллельному оси прокатки, и приемные устройства, например холодильник и моталки.
Предлагаемый сортопроволочный стан, отличается тем, что для упрощения эксплуатации и обеспечения возможности перевалки -неработающих клетей без остановки стана дополянтельный сквозной рольганг выполнен в виде отдельных поворотных в горизонтальной плоскости секций, соответствующих по длине группе стана, причем вертикальная ось поворота каждой секции проходит через ее передний конец, а весь рольганг размещен сбоку от клетей.
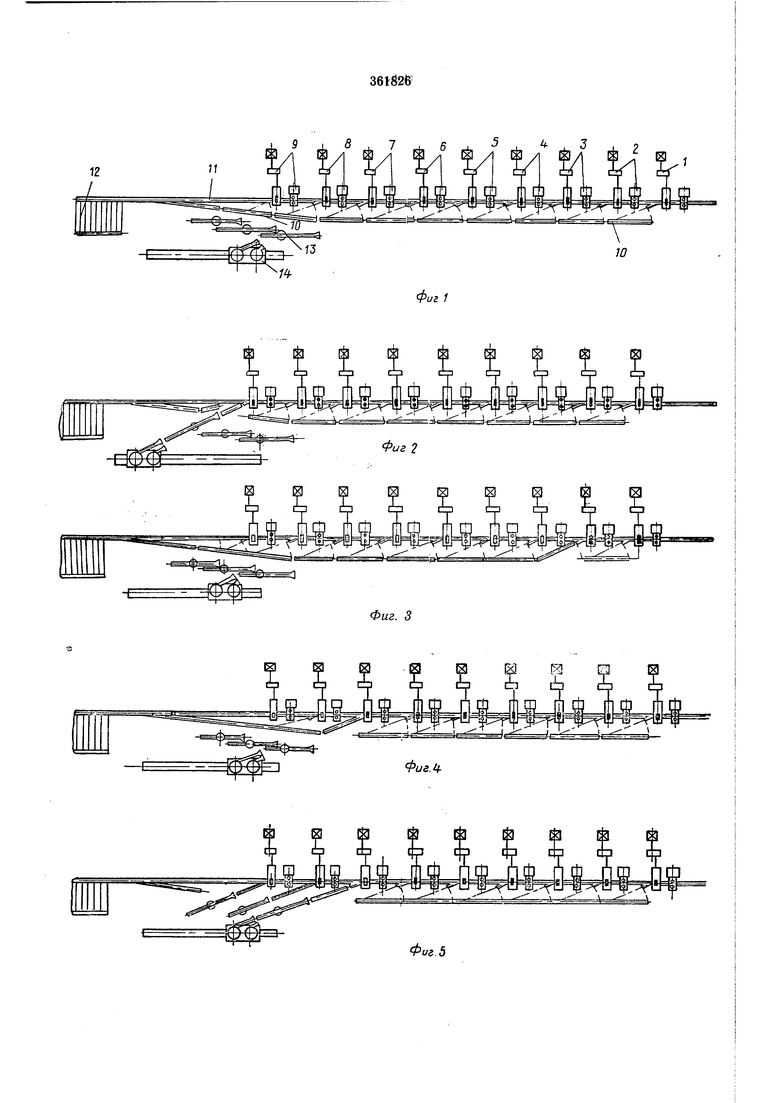
На фиг. 1 показан описываемый стан, в плане; на фиг. 2-схема прокатки с выпуском проката из третьей проволочной группы клетей; на фиг. 3 - схема прокатки с выпуском проката из второй сортовой группы клетей; на фиг. 4-схема прокатки с выпуском проката из первой проволочной группы на холодильник; на фиг. 5 - схема прокатки с выпуском проката из первой проволочной группы на моталки; на фиг. 6- поворотная секция
рольганга; на фиг. 7-то же, вид по стрелке Л на ф;иг. 6; на фиг. 8- то же, вид по стрелке А на фиг. 6; на фиг. 8- то же, вид по стрелке Б на фиг. 7.
Стан содержит клети / первой сортовой группы, клети 2 второй сортовой группы, клети 3 третьей сортовой группы, клети 4 четвертой сортовой группы, клети 5 пятой сортовой группы, клети 6 щестой сортовой группы, клети 7 первой проволочной группы, клети 8 второй проволочной группы, клети 9 третьей проволочной группы, Поворотные секции рольган га 10, стационарный рольганг 11, холодильник 12, проводящие устройства 13 к моталкам
и моталки М.
Все клети стана расположены на одной оси отдельными двухклетьевыми группами, в которые входят одна предчистовая и одна чистовая клети. Вдоль стана по одну сторону прокатной линии располагаются в ряд отдельные поворотные секции рольгаигов 10, представляющие собой единую транспортную линию, соединенную стационарным рольгангом 11 с холодильником 12. Проволочные клети 7-9
при необходимости соединяются при помощи поворотных проводящих устройств 13 с передвижными моталками 14.
Поворотная секция рольганга 10 имеет раму 15, на которой устаиовлены ролики 16
рольганга. Рама опирается с одной стороны
на шарнирную ось /7, а с другой - на ходовую тележку 18. Ходовая тележка оборудована неприводным ходовым колесом 19 и приводным колесом 20 с приводом передвижения 21. Все шарнирные оси 17 располагаются в ряд по одну сторону прокатной линии. Таким образом, каждая поворотная секция рольгаяга 10 может быть установлена параллельно прокатной линии или под углом к ней.
Прокатка на стаце осуществляется следующим образом.
Перед началом работы производятся полная перевалка и настройка всех клетей на прокатку определенного проф.иля прОКата (всего диапазона размеров). Технологическая схема стана выполнена так, что каждая клеть выпускает прокат определенной площади сечения, который используется как подкат для дальнейшей обработки в последующих клетях на меньшие сечения или выдается из чистовой клети в виде готового профиля. Например, при использовании системы вытяжных калибров «овал - круг (широко применяемой в производстве спецсталей) прокат круглого сечения диаметром 27 мм, выпускаемый первой сортовой группой, может передаваться в предчистовую клеть 2 второй группы для получения овала и - в чистовую клеть 2 для получения круга диаметром 24 мм и т. д. или передаваться на холодильник как готовая продукция. Технологическая схема обеспечивает возможность выполнения всех размеров одного профиля без перевалок стана.
При прокатке минимального сечения (см. ф.иг. 2) в работе участвуют все клети прокатной линии и выпускают прокат прямоточно на холодильник или через поворотную секцию рольганга 10 и поворотное проводящее устройство 13 на моталку 14.
По мере перехода к прокатке более крупных сечений (см. фиг. 3) выпуск готового проката осуществляют предыдущие двухклетьевые группы с передачей проката на холодильник через поворотные секции рольганга и стационарный рольганг (минуя последующие клети).
Выпуск проката из второй или первой проволочной групп производится на соответствующие поворотные секции с последующей передачей «& холодилвник (см. фит. 4) или на моталки (см. фиг. 5).
iB исходном положении все секции поворотных рольгангов устанавливаются в одну линию. При настройке стана на определенный размер сортового проката соответствующая секция поворотного рольганга включением привода поворота располагается под углом
к линии стана; она соединяет выпускную клеть с линией рольгангов, передающих прокат на холодильник.
Настройка стана на прокатку проволоки осуществляется путем установки соответствующих поворотных секций рольгангов под углом к прокатной линии и установки проводящих устройств и проволочных моталок в рабочее положение (см. фздг. 5). В этом случае проволока, выпускаемая из первой проволочной группы клетей 7, проходит поворотную секцию рольганга 10, проводящее устройство 13 и убирается на моталку 14. Переключение проводки на одну из двух моталокпроизводится устройством, встроенным в проводки.
Предмет изобретения
Сортопроволочный стан для прокатки нартиями профилей в широком диапазоне размерЬв, содержащий последовательно расположенные, соединенные рольгангом двухклетьевые группы, выводные устройства от второй
(чистовой) клети каждой группы к дополнительному сквозному рольгангу, параллельному оси прокатки, и приемные устройства, на пример холодильник и моталки, отличающийся тем, что, с целью упрбщения эксплуатации
и обеспечения воз;у1ожности перевалки неработающих клетей без остановки стана, дополнительный сквозной рольганг выполнен в -виде отдельных поворотных в горизонтальной плоскости секций, соответствующих по длине
группе стана, причем вертикальная ось поворота каждой секции проходит через ее передний конец, а весь рольганг размещен сбоку от клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| ОХЛАЖДАЮЩАЯ ТРАССА КРУГЛЫХ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2320436C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |

-ф-т
игб
2
i8 19
