I
Изобретеппе относится к области изготовлепня транспортерных лепт и предназначено для вулканизации бесконечных транспортерных лент.
Известно устройство для вулканнзацнн бесконечных резинотканевых нзделий, содержащее нагревательные нлиты и смонтированные на каретках несущие элементы.
В таком устройстве каждый несущий элемент выполнен в виде барабана, что не позволяет производить вулканизацию изделий с натяжением по разным схемам н ограничивает диапазон длин обрабатываемых изделий.
Цель предлагаемого изобретения - обеспечение возможности обработки изделий различной длины и с натяжением по разным схемам.
Для этого в предлагаемом устройстве несущий элемент выполпен в виде группы консольно закренлениых па каретке роликов.
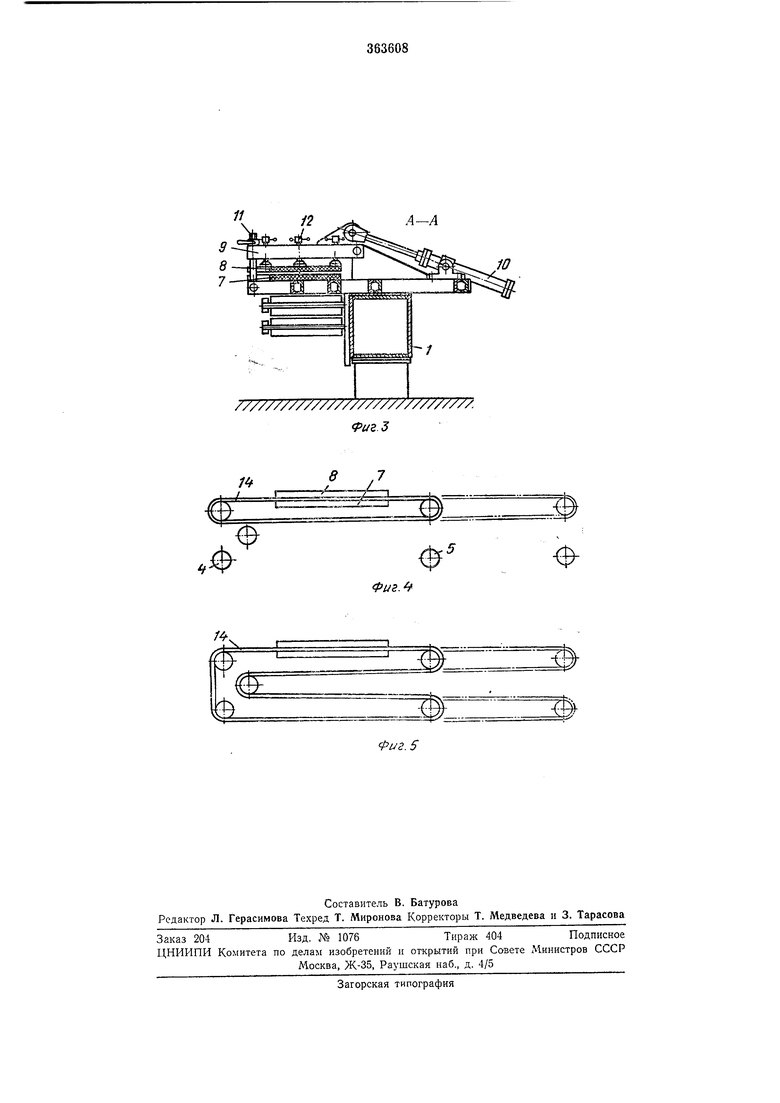
На фиг. I показано предлагаемое устройство; па фиг. 2-то же, вид в плане; на фиг. 3- разрез А-Л на фиг. 2; иа фиг. 4 и 5 - возможные схемы натяжения обрабатываемых изделий.
Описываемое устройство содержит неподвижную / и подвижную 2 каретки, смонтированные на раме 3 и снаблсенные несущими элементами, которые выполнены в виде групп консолыю закреиленпых на каретках роликов
J и 5. Например, на неподвижпой каретке может быть три ролика 4, а на подвижной - два ролика 5, как показапо на фпг. 1. Перемещение каретки 2 осуществляется от регулируемого по давлению г 1дроцилиндра 6. Давление в гидроцилипдре устанавливается в зависимости от длины изделия, ширины его, толщины и требуемого натяжения. Нижняя нагревательная плита 7 установлена пеподвиично на
раме, а верхняя нагревательная плита 8 смонтирована на поворотной траверсе 9. Для поворота траверсы 9 имеется шарнирно закрепленный па раме гидроцилиидр 10, усилие которого выбирается достаточным для удержання нздеЛИЯ при растяжении, а усилие зажима изделия для соединення его концов обеспечивается накидными болтами 11 и отжимными винтами 12.
Для указання длины изделия на раме установлена лнпейка 13.
Описание работы устройства дается примеиительно к вулканизации стыка бесконечной транспортерной ленты.
Транспортерная лента 14 обводится вокруг
роликов 4 и 5, как показано на фиг. 4 или 5, концы ее укладываются на нижнюю нагревательную плиту 7 и зажимаются верхней плптой 8 при опускании траверсы гидроцилиндром 10. Затем гидроцилипдром 6 каретка перемещается в крайнее правое положение и осуществляется проверочная растяжка ленты 14.
После проверочной растяжкн ленты каретка сдвигается влево, ослабляя ленту, н ноднимается траверса с верхней нагревательной плнтой. Концы ленты нодготавлнваготся к соединению с учетом вытяжкн, вновь укладываются на нижнюю плиту 7 н зажимаются верхней плитой 8.
Траверса ири помощи накндных болтов // стягивается с рамой 3 и отжимными винтамн создается давление, необходимое для соединения концов ленты. Затем включается нагрев плит и производится вулканизация стыка.
Регулированием давления в гидроцилиидре 6 достигается вытяжка ленты, близкая к ее вытял ке при эксплуатации, что сокращает время на ее регулнровку нри установке на транспортер.
Предмет изобретения
Устройство для вулканизации бесконечных транспортерных лент, содержащее нагревательные плиты н смонтированные на каретках несущие элементы, отличающееся тем, что, с целью обеспечения возможиости обработки изделий различной длины и с иатяжением по разным схемам, каждый несущий элемент выполнен в виде группы консольно закрепленных па каретке роликов.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЫРЕЗАНИЯ ДЕТАЛЕЙ С ПЛАВНЫМ КОНТУРОМ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU309991A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ НАВИВКИ АРМАТУРЫ | 1969 |
|
SU255095A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ПЛИТКИ С ПРЕССА И УКЛАДКИ ЕЕ НА ТРАНСПОРТЕР | 1970 |
|
SU272858A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ ЗАГОТОВОК БЕСКОНЕЧНЫХ КЛИНОВЫХ РЕМНЕЙ | 1971 |
|
SU314659A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ТЕСТОВЫХ ЗАГОТОВОК НА ЛЮЛЬКИ КОНВЕЙЕРНЫХ ХЛЕБОПЕКАРНЫХ ПЕЧЕЙ | 1967 |
|
SU204955A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| БЛИОТЕНА jпромышленности строительных материалов | 1971 |
|
SU310784A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Устройство для изготовления бесконечных резинотросовых лент | 1988 |
|
SU1627416A1 |
Фиъ.2
/v7 /////////////////7//////////.
Ф
4
10 3
Фиг.
Фиг. 5
