1
Известно устройство а-вто-матического регулирования толщины прокатываемой полосы, включающее канал регулирования толщины полосы на выходе стана, подключенный через интегратор ко входу задатчика толщины, устаноеленному в одном из межклетевых промежуггков, и к системам управлен-ия скоростью двигателей клетей.
В известных системах регулирования толщины при изменении натяжения (от силнала канала перевода регулятора толщины на входе стана) в межклетевом промежутке, в котором установлен мякрометр регулятора толщины на входе стана, изменяется толщина полосы, выходящая как из последующей, та.к и из предыдущей клети данного промежутка. При этом регулятор толщины на сходе стана стремится поддержать толщ)ину полосы на выходе из предыдущей клети рассматриваемого промежутка, что снижает эффективность регулирования толщины полосы на выходе стана. Это и является недостатком известных устройств aiBTOMaTH ecKoro регулирования толщины прокатываемой полосы.
С целью устранения указанного недостатка в предлагаемом устройстве выход интегратора дополнительно подключен к системам упра1вления скоростью двигателей клетей, предшествующих задатчаку толщины полосы.
На чертеже схема1ТИ1ЧНо изображен один из
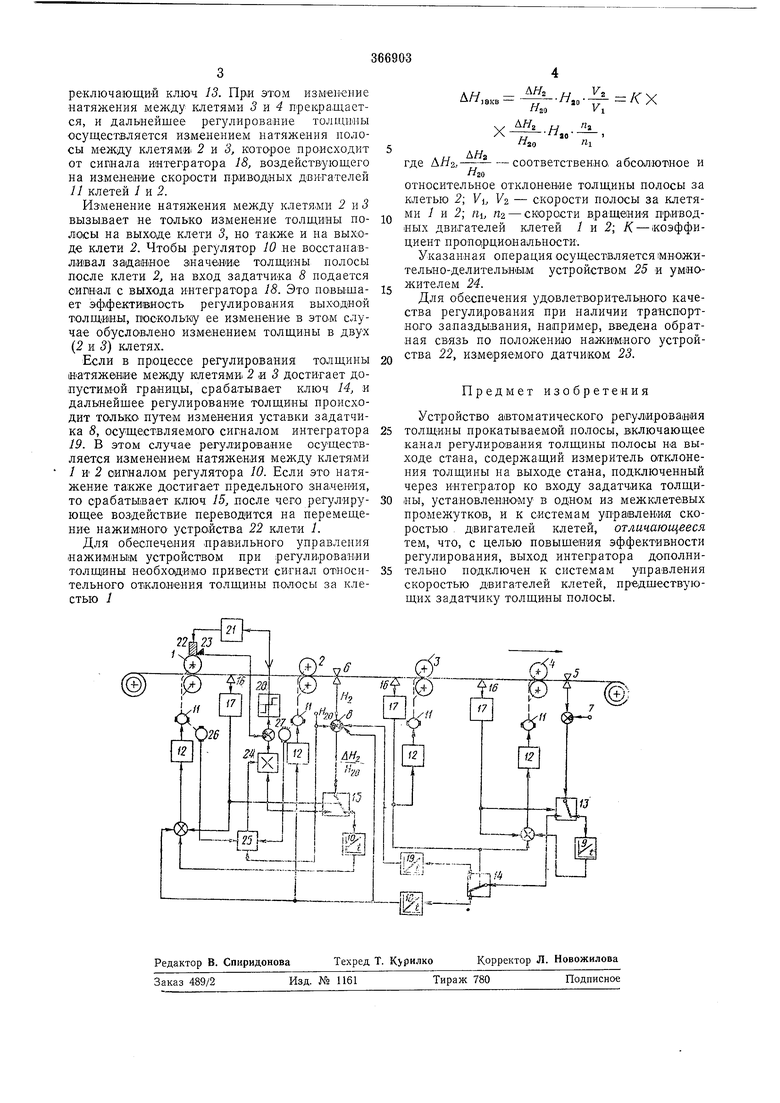
возможных вариантов предлагаемого тстройства автоматического регулирования толщины прокатываемой полосы для четырехклетевого стана.
Па стане, имеющем четыре клети 1-4, устанавливаются: на выходе и после клети 2 микрометры соответственно 5 и б; задатчикн 7, 8 регуляторов 9 10 толщины полосы, которые также установлены соответственно на
выходе стана и после клети 2; приводные двигатели 11 клетей; кроме того, в предлагаемое устройство входят системы управления 12 главным приводом клетей, ключи 13-15, измерители 1Ь натяжения полосы; регуляторы 17 в каналах ограничения натяжений полосы; интеграторы 18, 19 каналов перевода регулирующего воздействия по толщине на предыдущие промежутки; релейный элемент 20; система управления 21 приводом нажимного устройства 22 клети 1; датчик 23 перемещения нажимного устройства; умножитель 24; множительно-делительное устройство 25; тахогенераторы 26, 27 главного привода соответственно клети 1 к 2.
Устройство работает след)тощим образом.
При работе регулятора 9 толщины полосы на выходе стана происходит изменение натяжения полосы между клетями 3 и 4. Если это натяжение достигает установленной границы.
то на выходе блока 17 возникает сигнал, пе
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯПОЛОСЫ | 1968 |
|
SU212206A1 |
| Устройство для регулирования тол-щиНы пОлОСы HA ВыХОдЕ НЕпРЕРыВНОгОСТАНА | 1979 |
|
SU845912A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ВЫХОДЕ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1969 |
|
SU232196A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ полосы | 1967 |
|
SU201288A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1968 |
|
SU208627A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
