1
Изобретение относится к области станкостроения.
Известны способы обработки поршневых колец, предус.матривающие копирную обточку-расточку иорашевых колец пакетом с одновременной или последующей вырезкой замка, noc..ie чего следуют онерацин, выполняемые при сжатии колец в круглую форму с разными BapiiairTHMH обработки.
Однако 0:Ни не обеспечивают плотного прллегания колец к стенкам цилиндра.Целью изобретения является полышепне качества колец по радиальному -просвету. Для ЭТОГО по предлагаемому способу полную обработку нроизводят при коппрно.м точении но форме кольца в свобод :.«м состоянии с одпого уста нова, сОВ.мещая при этом обточкурасточку с профилированием - проточкой канавок, снятием фасок и вырезкой замка.
На фпг. 1 и 2 изображе)ы схемы осуществления описываемого способа.
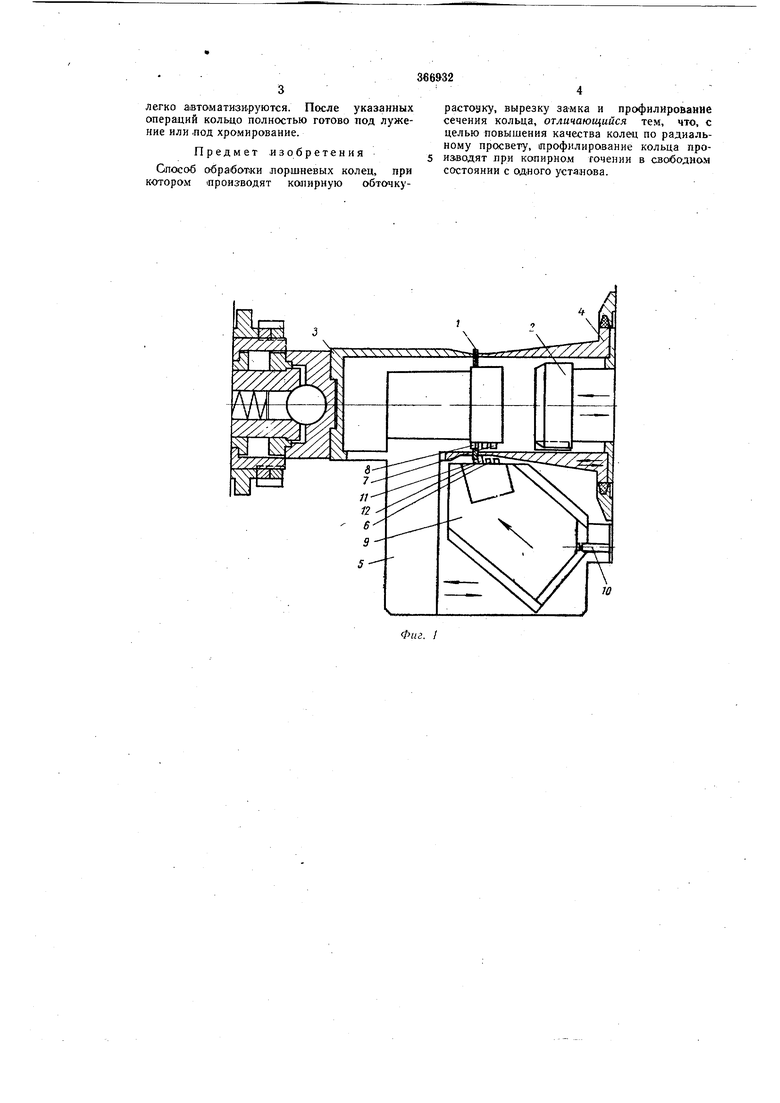
Обработка ведется но одному кольцу (см. фиг. 1). Предварительно прошлифованное по торцам кольцо /, отлитое по форме в свободном состоянии, а.втоматн1)ески подают и центрируют по онутре шему диаметру центрирую1ЦИ1М устройством 2 и зажимают по торцам ненодвнжной 3 и подвижной 4 чашами. После ЭТОГО устройство 2 автоматически убирается и Начинается лолная токарная обработка.
Ма основном суппорте 5 ведут ко.пирлую обточку-расточк одновременно блоками из
дву.х резцов б и 7. Оди,н резец является черновым, а другой - чистовым. J-ia расточной борштанге установлен дополнительный резец 8, при по.моши которого растачивают торсионную канавку. По окончании обточки-расточки вступает в работу до1юлнительн:,1Й суппорт 9, имеющий угловое движение, установленный па основном суппорте и предназначенный для снятия двух фасок-радиусов или для нроточки скребковой канавки и минутноГО угла. Допол1П1тельный суппорт вступает в работу от упора JO. Обработку ведут резцами // и 12.
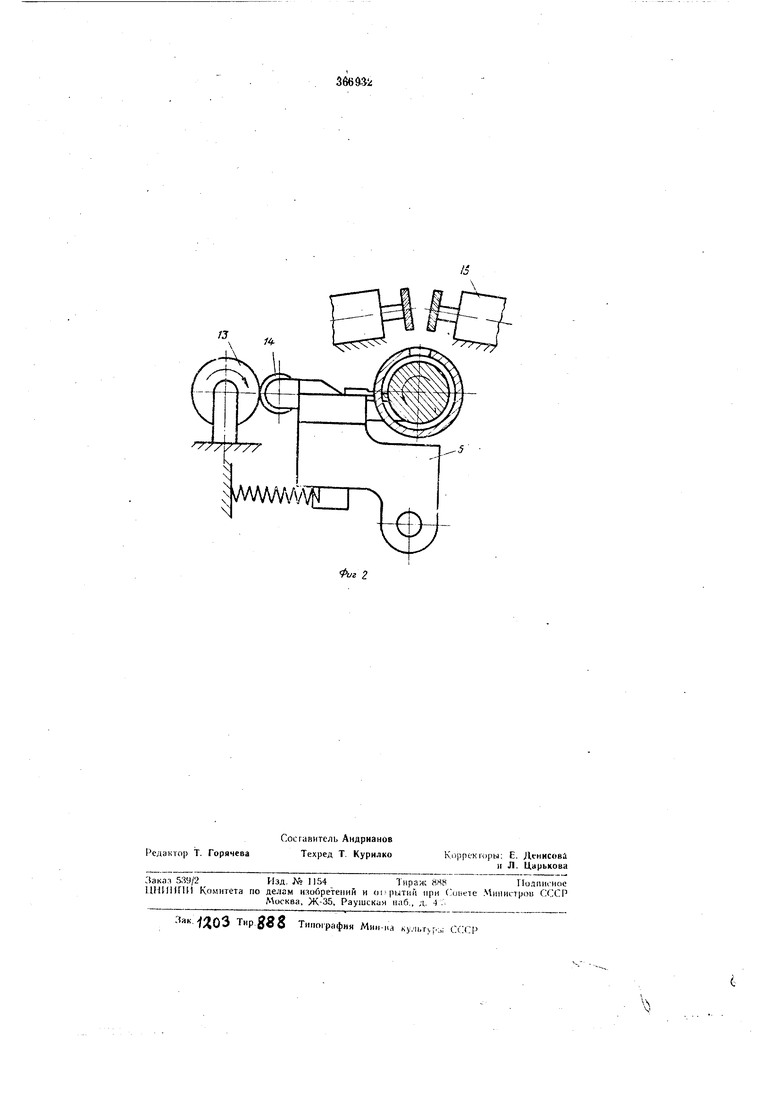
- Основной суппорт 5 (см. фяг. 2) получает поперечное перемещение для образования колирной формы от копира 13 через ролик 14. Вырезку за.мка осуществляют по окончании токарной обработки на этом же станке двумя фрезами /5, расположенными под углом. По окончании обработки основной суппорт перемещается в обратном направлении, зажимная чаша отходит и кольцо автоматически выгружается.
Операции загрузкн, центрирования зажима и выгрузки, а также весь цикл обработки
легко автоматизи.руются. После указанных стераций кольцо полностью готово под лужение или .под хромирование.
Предмет изобретения
Cnocck6 обработки лоршневых колец, при котором (Производят кшшрную о(5точкурастонку, вырезку замка и профилирование сечения кольца, отличающийся тем, что, с целью повышения качества колец по радиальному просвегу, профилирование кольца проиаводят при копирном точении в свободном состоянии с олного установа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Автомат для механической обработки, снабженной замком заготовки поршневого кольца | 1957 |
|
SU114347A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Способ изготовления поршневых колец | 1984 |
|
SU1294554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
JO
J
vWWVWW
