1
Известен способ определения смещения осей инструмента, преимущественно пуансона относительно матрицы, закрепленных на опорных частях штампа, при выполнении ими технологической операции, когда регистрирующие смещение пуансона элементы располагают по периметру одного из рабочих органов.
Недостаток известного способа заключается в необходимости использования для определения смещения сложной измерительной аппаратуры.
В предлагаемом способе указанный недостаток устраняется за счет закрепления на опорных частях штампа параллельно упомянутой паре рабочих органов дополнительной пары, после чего на матрице этой пары устанавливают комплект, используемых в качестве регистрирующих элементов свинцовых пластин толщиной не менее половины суммарного зазора между пуансоном и матрицей дополнительной пары, сближают пуансоны и матрицы, деформируя при этом свинцовые пластины, затем пластины удаляют, .танавливают другой комплект свинцовых , выполняют технологическую опера черяют толщину свинцовых пластин орого комплектов и определяют
ш как их разность.
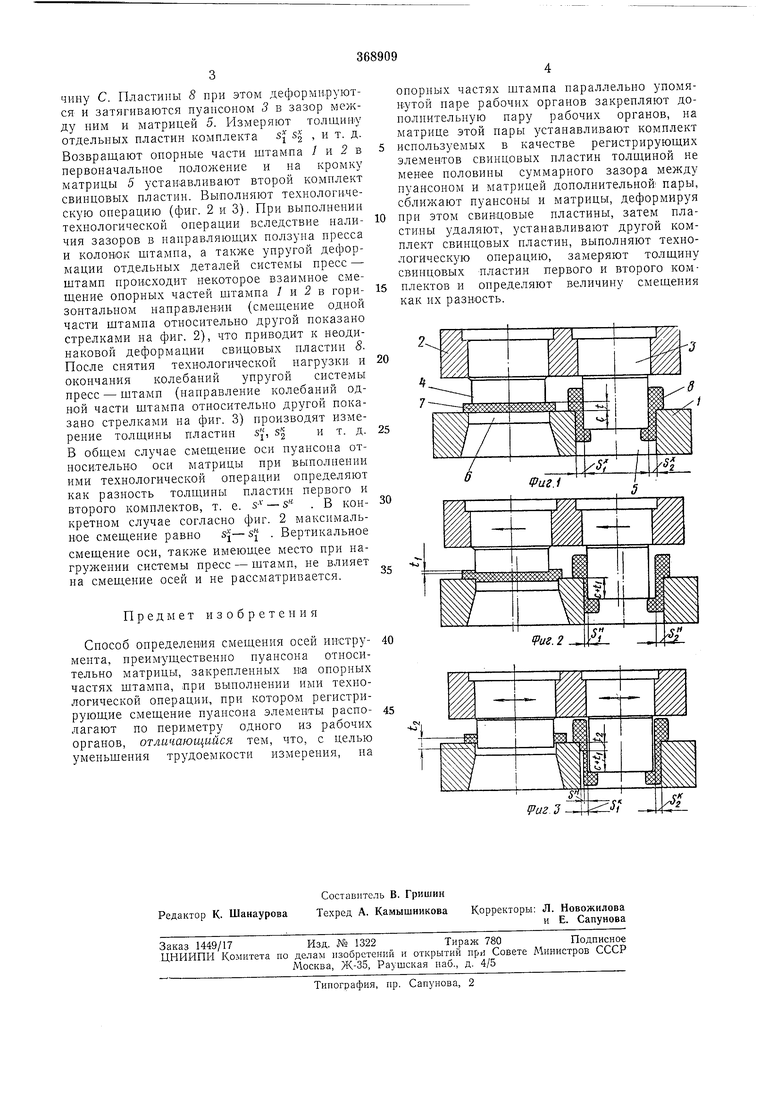
На фиг. 1 показано полоясение рабочих органов штампа при их сближении без выполнения технологической операции, фнг. 2 - положение рабочих органов щтампа при выполнении технологической операции (пуансон: внедрился в заготовку на величину ti - начало скалывания при «вырубке); на фиг. 3 - положение рабочих органов после снятия технологической нагрузки и окончания колебаний упругой системы пресс - штамп (пуансон углубился в полость матрицы на величину /г)Для определения смещения оси пуансон-а относительно оси матрицы при выполнении ими технологической операции на прессе устанавливают штамп, в котором на опорных частях 1 ъ 2 размещена пара пуансонов 3, 4 и пара матриц 5, 6. Пуансон 4 и матрица 6 служат для выполнения технологической операции (в данном случае вырубки), и между ними укладывают заготовку 7, а другая пара рабочих органов является контрольной, и на кромке матрицы 5 по периметру устанавливают комплект из двух-четырех свинцовых пластин 5 с исходной толщиной не менее половины суммарного зазора между пуансоном 3 и матрицей 5. Сближают обе пары пуансонов и матриц без выполнения ими технологической операции (фиг. 1). Пуансон 3 внедряется в полость матрицы 5 на величину с. Пластины 8 при этом деформируются и затягиваются пуансоном 3 в зазор между ним и матрицей 5. Измеряют толщину отдельных пластин комплекта sj s| , и т. д. Возвращают опорные части штампа / и 2 в первоначальное положение и на кромку матрицы 5 устанавливают второй комплект свинцовых пластин. Выполняют технологическую операцию (фиг. 2 и 3). При выполнении технологической операции вследствие наличия зазоров в нанравляющих ползуна пресса и колонок штампа, а также упругой деформации отдельных деталей системы пресс - штамп происходит некоторое взаимное сме щение опорных частей штампа / и 2 в горизонтальном направлении (смещение одной части штампа относительно другой показано стрелками на фиг. 2), что приводит к неодинаковой деформации свицовых пластин 8. После снятия технологической нагрузки и окончания колебаний упругой системы пресс - штамп (направление колебаний одной части штампа относительно другой показано стрелками на фиг. 3) производят измеи т. д. рение толщины пластин sj, s В общем случае смещение оси пуансона относительно оси матрицы при выполнении ими технологической операции определяют как разность толщины пластин первого и второго комплектов, т. е. - s .В конкретном случае согласно фиг. 2 максимальное смещение равно . Вертикальное смещение оси, также имеющее место при нагружении системы пресс - штамп, не влияет на смещение осей и не рассматривается. Предмет изобретения Способ определения смещения осей инструмента, преимущественно пуансона относительно матрицы, закрепленных ва опорных частях штампа, при выполнении ими технологической операции, при котором регистрирующие смещение пуансона элементы располагают по периметру одного из рабочих органов, отличающийся тем, что, с целью уменьшения трудоемкости измерения, на опорных частях штампа параллельно упомянутой паре рабочих органов закрепляют дополнительную пару рабочих органов, на матрице этой пары устанавливают комплект используемых в качестве регистрирующих элементов свинцовых пластин толщиной не менее половины суммарного зазора между пуансоном и матрицей дополнительной пары, сближают пуансоны и матрицы, деформируя при этом свинцовые пластины, затем пластины удаляют, устанавливают другой комплект свинцовых пластин, выполняют технологическую операцию, замеряют толщину свинцовых пластин первого и второго комплектов и определяют величину смещения как их разность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2587771C1 |
| Устройство для измерения отклонения перемещения ползуна вертикальной прессовой установки | 1987 |
|
SU1418064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| Штамп последовательного действия для разделительных операций | 1980 |
|
SU959875A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТОГО СЕРДЕЧНИКА И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО СЕРДЕЧНИКА | 2016 |
|
RU2676481C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
