1
Изобретение мэжет быть июпо.тьзовано для изготовления ГнутЖотееных деталей в мебель«ой про,мышленяа;ти, судостроении, авто: сбилестроении, приборостроении и других отраслях.
Изаестны устройствл предназначенные для изготовления .мебельных заготовок из lunoiia (замкнутого и незамкнутого контура), у которых, |.мат1рица выполнена составной, состоящел из профильных сме.ННых вкладышей, неподвижного основания и Подвижных в горизо.нгальнО:М «аюравленИИ стенок, внутрен-нпе стороны которых совместно с основанием образуют эла сти1Ч ную камеру.
Цель изобретения - улучшить качество заготовок и .повысить производительность устройства при производстве гнутоклебных заготовок из шпона как замкнутого, так и незамкИуТО ГО ПрофИЛЯ.
Это достигается тем, что на концах гиб,хого элемента шарнирно установлены профильные крышки с роликами, а сверху подвил.1Ю от привода - 1профильный кулачок, кроме того, пуансон выполнен раздвижным яз нескольких секций, нашримар, с пиевматическим .мешком, причем каждая из секций пуансона устаиовлена яа неокольюих на(правляющих ограничителях, а между ялаакостями солр кссновйниЯ секций вьшолибны расточки под мешки.
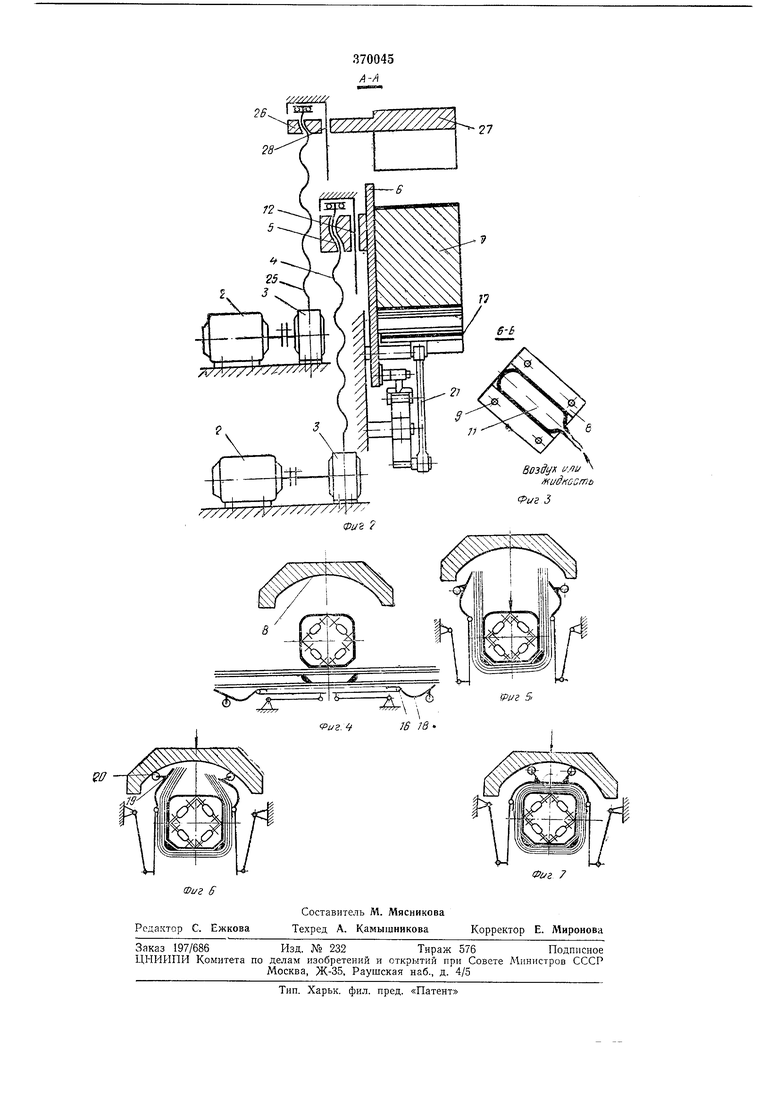
На фиг. 1 изображено предлагаемое устройство, вид спереди; на ф.иг. 2 - раярез по А-А на фиг. 1; на фиг. 3 - раз-рез нс .6-Б на фиг. 1; на фиг. 4-7 - положения
пуа нсОНа, упорных пла1нок, крышек с роликами 1 профильного прижима.
Предлагаемое устройство содержит стани-чу }, в которой установлены электрод.зигатели 2 с редукторам1И 3, соответопвенно соеди-ненные через винты с гайкам и: BIJHT 4 - через гаЙ1ку 5 с ограничительной стенкой 6 iia пуансоне 7.
Пуансон 7 выполнен раздвижным из нескольких секций 8. Средняя часть пуансокз 7
жестко соединена с ограничительно стенкоГг б. Секции 8 насажены на 1аправляющне-ограничители 9. Каждая из caKiuifi 8 по периметру (в собранном состоя1Н 1и) имеет эластичную прокладку 10, скрепленную через к-правляющие-ОПр.аничитеЛИ 9 и ср0дн1О О часть гг ансона 7 с элект1родами. каж.дой из (поверхностей сре(Дней части пуансона 7 секЦ ий 8 в проточке установлены эластичные мешки 1, связанные шлангом с и.сточником
(под давлением) воздуха или жид-кости с выводом через окна в опраничителвной стенке 6. Гайка 5 у-становлена в направляющих 12, жестко прик(рвпленных :К станине /. На стан11не }, симметрично на шарнирах 13, устаноалены
рычаги 14, противоположные тонцы .которых
UjapmipHo соединены .с соответсивующилн поДВИЖ1НЫМИ план1кам И 15 на осях 16, между которыми раамещен гибкий элемент 17 и крышки 18 с кронштейнами 19 и ролика:ми 20. К рычагам 14, соопветственио, прйсоеди-нены тя1ГИ 21, противоположиые KOIH UM которых шар1кпрно связаны с ymiKOM рессо,р:Н10Й лружздны 22, укрепленной на шарнире 23 и станине 1. Противюлолож/ное ymiKo каждой из рессо.р«ых пружин 22 .соединено шартирло через тяли 24 с ограничительной стенкой 6. От редуктора : винт 25 связал через гайасу 26 с прижимным кула-ком 27. Гайка 26 установлена в направляющих 28, которые жестко размещены ч станине 1.
Заведомо заготовленные листы шпона 29 .расчетной длины ужладьгвают (п|редварительио нромазаиные клеем) на 1ПИ1бкИй элемент 17, затем устанавливают дерев.ящные уголки 30 и еще несколько слоев шапона 29. После чего подают воздух или жидкость под давлением в .;еш;ки 11, чтобы обеспечить секции 8 по наитра1вляющим-01гр:ани,4 ителя 1 9 до отказа и выдержать усилие преосования.
Электродвигатель 2 передает Вращение через редуктор 3 на винт 4, в ходе чего гайка 5, жестко соединенная с нуансоном 7 перемещается 1ПО резьбе винта 4 вниз, при этом происходит последовательная обкатка пакета за.roTOBotK 29, 30 от центра в стороны.
По мере пе|ремещен1ия пуансона 7 подвижные планки 15 поворачиваются .вокруг шарниров 13 так, что да вление wa концы заготовок распределяется прапорционально за счет усилий рессорных пружин 22, рычагов 14, тяг 21 и 24, которые на концах соединены шарнирно.
При достижении луанюаном 7 1к;райней нижней точки включается элакт|родвигатель 2, коггорый через рвд|у1кто р 3 передает вращевне на .винт 25, гайка 26, жестко соединенная с прижимным .профильным К1)ла1ком 27, перемещается по резьбе до сопракосновення роликов 20 с .профилем 13 кулака, .причем профиль выполнен та1К-им, чтобы обе.€лечить
стыковое соединение листов Ш1по.на с опережением изгиба одного конца относительно другого па величину толщины пакета. При дальней.,i перемещении кулака 27 вниз, .ролики 20 под воздействием нрофиля В, через кронщтейиы 19 воздейсивуют на крышки 18, а последи;;е, свободно посаженные на шарниры Ifi., .противоположными концами загибают ко.нцы 1пакета шпоиа внутрь. При достижении кулака 27 нижней мертвой точки, крышки 18 за,кончили последовательную обкатку, прижимая BCio внутреннюю пр офиль1ную поверхность. Далее sairoTOiBKH выдерживают под Т.Б.Ч. и процесс прессования блока закончен. Реверсивйый ход электродвигателей поднимает кулак 27 в верхнюю мертвую точ1ку, и ограничительную стевку 6 с пуансоном 7 в вдрхнюю мертвую точЮу, после чего опускают воздух или жидкость из мещков 11, секции 8 )При этом сцреМ.ЯТСЯ занять исходное положение, скользя по направляющим. По.сле чего блок легко снимается с луа.Н|Сона.
Предмет изобретения
1.Устройство для изготовления гнутоклееных заготовок, например, из шоона, включающее станину, пуаноон, матрицу в виде гибкого элемента, привод, отличающееся тем, что, с целью изтотавления заготовок разных фор.м замкнутого и незамкнутого контура, улучшения качества л .повышения КПД устройства, на коицах гибкого элемента шарнирно установлены профильные крышки с ролика.ми, а сверху по.д1вижно от привода - профильный кулачок, к|роме того, пуансон выполнен раздвижным из нескольких секций, например, с пневматическим мешком.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения свободного съема заготовки, каждая из секций пуансона установлена на нескольких направляющих - ограничителях, а Между плоскостями со.при1косновения секций выполнены расточки под мешки.
, ,
ox,3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК С ПОВТОРЯЮЩИМИСЯ ПО ВСЕЙ ДЛИНЕ ОДИНАКОВЫМИ ФРАГМЕНТАМИ | 2005 |
|
RU2310537C2 |
| Устройство для формообразованияпРОфильНыХ КОлЕц | 1979 |
|
SU841740A1 |
| Зигмашина | 1981 |
|
SU1013024A1 |
| МНОГОПИЛЬНЫЙ СТАНОК | 1972 |
|
SU425780A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ЗАГОТОВО'КИЗ ШПОНА | 1970 |
|
SU259349A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ДНИЩА СОСУДОВ | 2005 |
|
RU2296642C2 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |