1
Изобретение относится к области станкостроения.
Известно устройство для автоматической поднастройки режущего инструмента, использующее для осуществления иеремещения упругие деформации плоских иружин.
Недостатком известной конструкции являются малые пределы иеремещения.
Для повышения предела высокочувствительных илавных перемещений устройства, упрощения и создания конструкции устройства автоматической поднастройки режущего инструмента резцедержатель установлен на плоских иружинах, снабженных жесткими накладками.
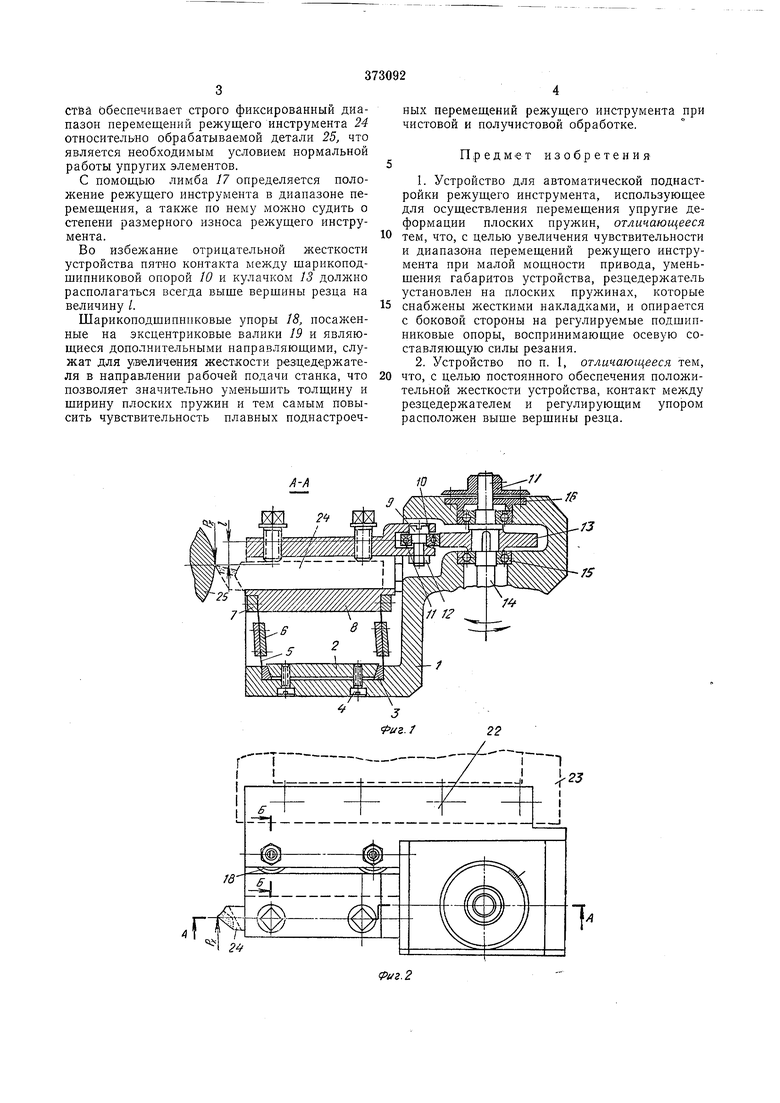
На фиг. 1 показан продольный разрез по А-Л на фиг. 2; на фиг. 2 - общий вид устройства в плане; на фиг. 3 - частичный разрез по Б - Б на фиг. 2.
Устройство для автоматической иоднастройки состоит из корпуса / (фиг. 1), к которому с помощью двускосого клина 2, односкосыми клиньями 3 и винтами 4 жестко прикрепляются плоские пружины 5. На плоские пружины 5 с накладками 6 крепится с помощью планок 7 и винтов резцедержатель 8. На резцедержателе 8 смонтировала насаженная на валик 9 щарикоподщипниковая опора 10.
Валиком 9, щайбой // и гайкой 12 фиксируется положение щарикоподщипниковой опоры по высоте. Шарикоподщипниковая опора 10 упирается на спрофилированный по архимедовой спирали кулачок 13. Кулачок 13 посажен на вертикальный валик 14, положение
которого определено щарикоподщипниками 15
и крыщкой 16. На валике 14 установлен лимб
17, служащий для определения положения
резцедержателя относительно корпуса /.
Со стороны действия силы резания РХ
(фиг. 2) у резцедержателя 8 установлены два регулируемых щариконодщипниковых упора 18 (фиг. 2 и 3), посаженные на эксцентриковые валики 19 с эксцентриситетом е, которые крепятся шайбами 20 и гайками 21 к корпусу
державки устройства 22.
Устройство крепится к щтатному резцедержателю 23 станка вместо резца.
Перемещение резцедержателя 8 относительно корпуса / устройства осуществляется поворотом кулачка 13, посаженного на вертикальный валик 14. Поворот валика 14 можно осуществить с помощью электродвигателя и редуктора, с помощью гидро- или нневмомотора.
Взаимное положение резцедержателя 8 и оси валика 14 должно быть таким, чтобы при наименьшем вылете, с целью выбора люфтов, плоские пружины остались под натягом, прижимая опору 10 к кулачку 13.
Такое рещение механизма нажима устройства обеспечивает строго фиксированный диапазон перемещений режущего инструмента 24 относительно обрабатываемой детали 25, что является необходимым условием нормальной работы упругих элементов.
С помощью лимба 17 определяется положение режущего инструмента в диапазоне перемещения, а также по нему можно судить о степени размерного износа режущего инструмента.
Во избежание отрицательной жесткости устройства пятно контакта между щарикоподщипниковой опорой 10 и кулачком 13 должно располагаться всегда выще верщины резца на величину /.
Шарикоподщипнпковые упоры 18, посаженные на эксцентриковые валики 19 и являющиеся дополнительными направляющими, служат для увеличения жесткости резцедержателя в направлении рабочей подачи станка, что позволяет значительно уменьщить толщину и щирину плоских пружин и тем самым повысить чувствительность плавных поднастроечных перемещений режущего инструмента при чистовой и получистовой обработке.
Предмет изобретения
1.Устройство для автоматической поднастройки режущего инструмента, использующее для осуществления перемещения упругие деформации плоских пружин, отличающееся
тем, что, с целью увеличения чувствительности и диапазона перемещений режущего инструмента при малой мощности привода, уменьщения габаритов устройства, резцедержатель установлен на плоских пружинах, которые
снабжены жесткими накладками, и опирается с боковой стороны на регулируемые подщипниковые опоры, воспринимающие осевую составляющую силы резания.
2.Устройство по п. 1, отличающееся тем, что, с целью постоянного обеспечения положительной жесткости устройства, контакт между резцедержателем и регулирующим упором расположен выще верщины резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| Устройство для автоматической подналадки режущего инструмента | 1978 |
|
SU764853A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Устройство для подналадки резцов в многорезцовых токарных станках | 1980 |
|
SU876314A1 |
| Устройство для автоматическойпОдНАСТРОйКи РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU852450A1 |
| Поперечный суппорт токарного станка | 1977 |
|
SU618199A1 |
| Автомат для подрезки торцов | 1982 |
|
SU1076198A1 |

А-А
//
№
i9
fB
.3
