1
Изобретение относится к средствам для автоматизации сборочных работ и может быть использовано в автоматах для сборки пластинчатых деталей.
Известное устройство поштучной выдачи деталей, перемещаемых толкателем по лоткунакопителю в приемное гнездо сборочного автомата, имеет низкую производительность изза малой точности перемещения исполнительных звеньев, что приводит к частым отказам в работе сборочного автомата.
Предлагаемое устройство отличается от известных тем, что к лотку-накопнтелю жестко прикреплена направляющая, в паз которой пропущен толкатель, снабженный заплечиками, взаимодействующими с направляющей. Такое выполнение устройства повыщает надежность выдачи деталей.
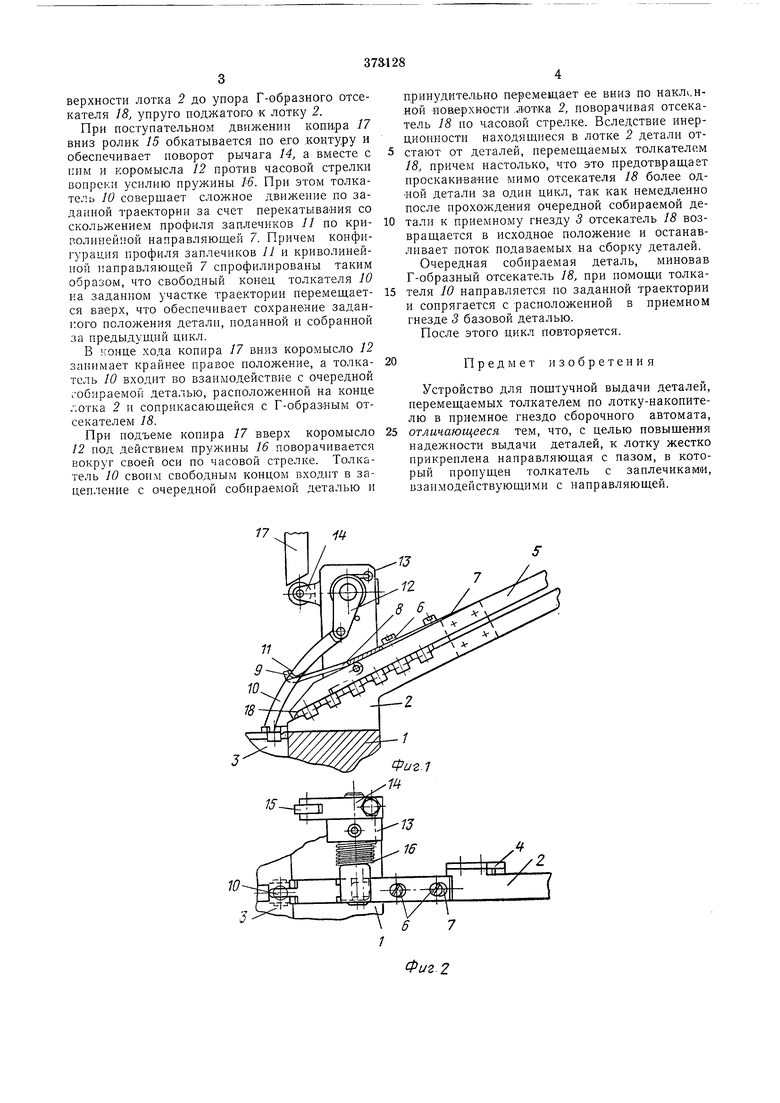
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2-то же, вид в плане.
На монтажной плите 1 сборочного автомата установлен быстросъемный лоток 2. Приемное гнездо 3 автомата, несущее базовую деталь, размещено на продолжении лотка 2 Е соосно с ним. При этом базовая деталь, уложенная в гнездо 3j является продолжением поверхности лотка 2, несущего собираемые детали.
К лотку 2 при помощи планки 4 жестко
прикреплен козырек 5, на котором винтами 6 крепнтся криволинейная направляющая 7, выполненная с пазом 8 и снабженная на конце упором-ограничителем 9 для толкателя 10, пропущенного в паз с криволинейной направляющей 7. Направляющая простирается вдоль оси лотка 2 в направлении к приемному гнезду 3 автомата.
Толкатель 10 снабжен заплечиками 11, выполненными с заданной конфигурацией, сопряженными с криволинейной направляющей 7 и взаимодействующими с ушором-ограимчителем 5. Один конец толкателя 10 щарнирно соединен с коромыслом 12, который также шарннрно смонтирован в стойке 13, жестко прикрепленной к быстросъемному лотку 2. Коромысло 12 выполнено заодно с рычагом 14, снабженным роликом 15.
Рычаг 14 при помощи спиральной пружины 16 упруго поджат к поступательно движущемуся копиру 17.
К концу козырька 5 шарнирно прикреплен отсекатель 18, который выполнен Г-образным и упруго поджат к наклонной поверхности лотка 2, несущего собираемые детали.
Предлагаемое устройство работает следующим образом.
Собираемые детали поступают из вибробункера (на чертеже не показан) в заданном ориентированном положении по наклонной по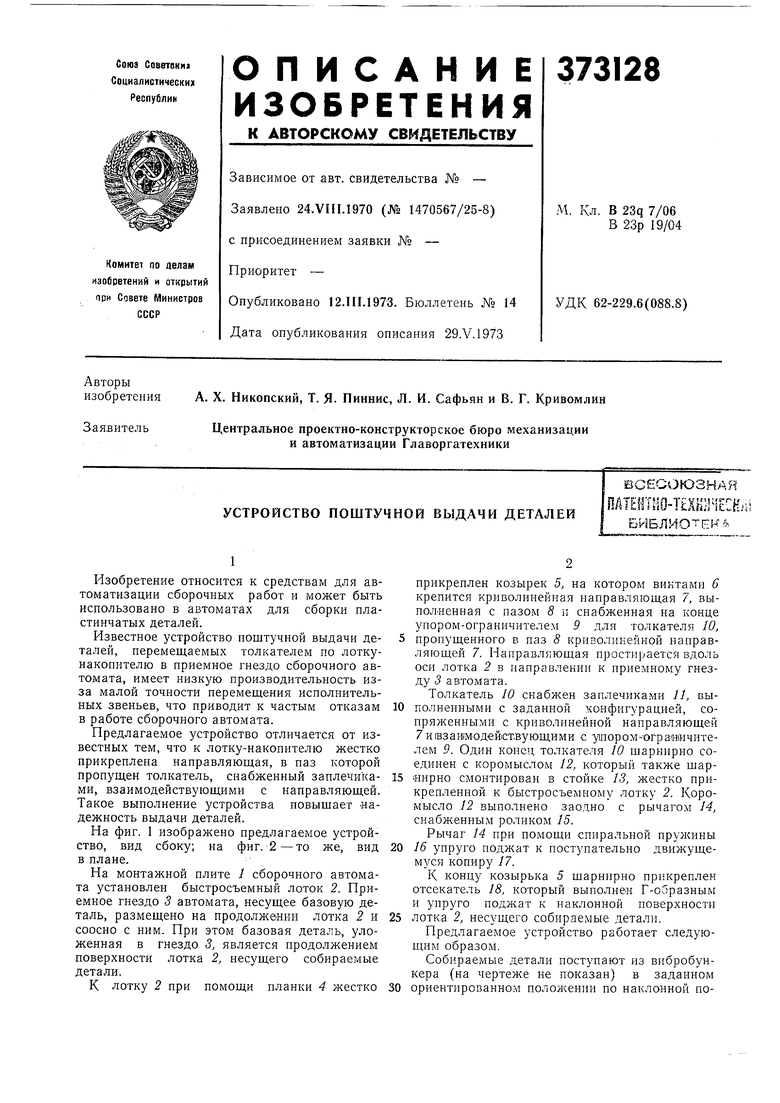
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ^^n.'-.icliTTilJ-•«Т7::;;/;чгс::;.пБИ5Л;;0'|'ЕКА | 1973 |
|
SU368985A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ТИПА ШАЙБ С ВАЛОМ | 1971 |
|
SU314621A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для групповой сборки деталей | 1978 |
|
SU751564A1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
