I
Изобретение относится к литейному нроизводству, .в частности к оборудованию для центробежного литья.
Известно устройство для формирования раструба, Б .полых заготовках, отливаемых в изложнице центробежной машины, включаю.щ,ее .подвижный корПус и металлический стержень, укрепленный на вращаемой онравке, 1подн;ружиненной относительно подвижного корпусаОднако при извлечении металлического стержня из отлитых полых заготовок возникает брак по обрыву раструба.
Предлагаемое устройство отличается тем, что металлический стержень снабжен упорами, устаиовленныоуШ в местах, оформляющих торцевую ловерхность полой заготовки, относительно которых 01 выполнен подвижным в на.правлении оси вращения .изложницы, и что подвижный корлус снаожен коническим хвоставиком, центрирующим металлический стержень относительно оси вращения из.ложНИЦЫ.
Это позволяет уменкш.ить брак полых заготовок 1ПО обрыву раструба при .извлечении металлическо.го .стержня.
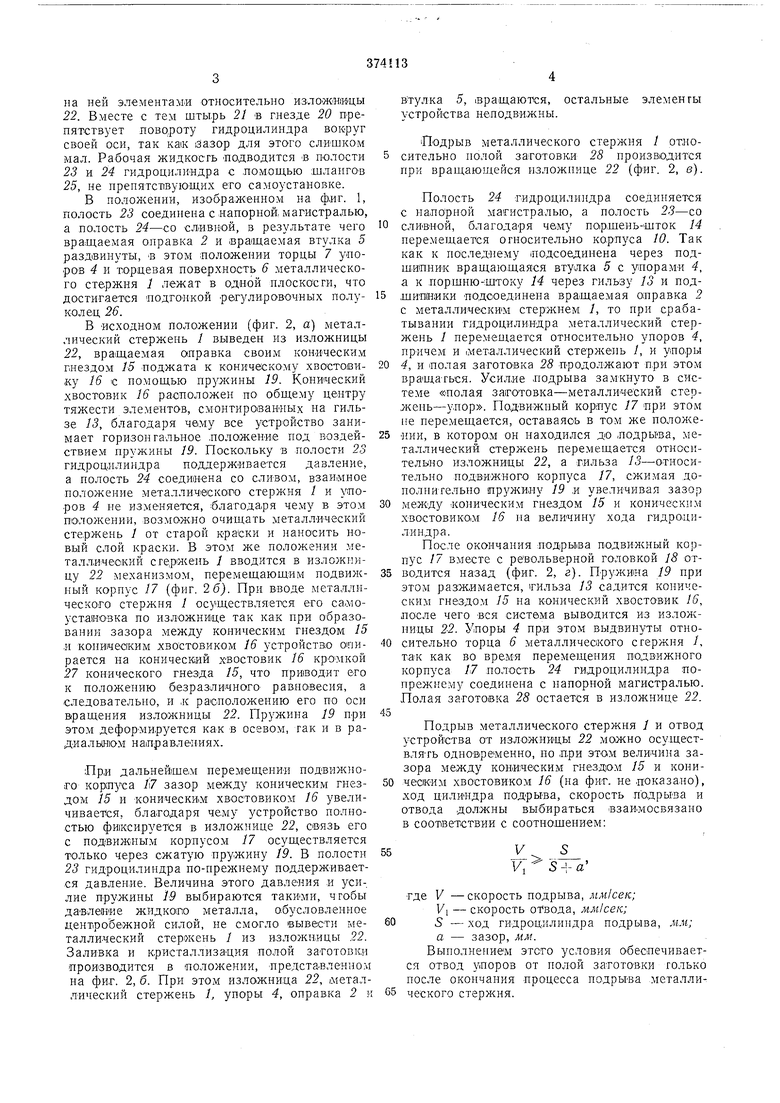
На фиг. 1 изображено предлагаемое устройство (В -продольном разрезе; на фи.г. 2 - различные стад.и.и его работы.
Устройство включает в себя металлический стержень /, укрепленный на вращаемой олравке 2 болтами 3. В цжтиндри.ческих гнездах металлического сте. / расположены упоры 4, укрепленные на вращаемой втулке 5. Торцевая часть полой заготовки офорльляется частично торцевой 6 поверх)остыо металлического стержня /, а частично торцами 7 у.порОВ 4.
На вращающейся втулке 5 закреплена внутреиияя (вращающаяся) обой.ма шарикоподщииника 8, а наружная (невращающаяся) обойма этого щарикоподщилйика закре.-плена в крышке 9 гидродилиндра соединен} ой с корпусом 10 гидроцИЛинд.ра болтами./. Вра.щающаяся оправка 2 соединена через упорные лодщ.илники 12 с гильзой 13, которая в свою очередь жестко за1кре.плена к иориппощтоку 14 гидроцилиндра. Гильза 13 оборудовала коническим гнездом 15, взаимодействующим с коническим хвостовиком 16 -иодвижного корпуса 17, закрбиле { -1ого в .револьверной головке 18. Гильза 13 подпружннена относительно лодвижного корпуса 17 пружиной 79. В верхней части подвижного корпуса 17 расположено гнездо 20, в которое вхол,нт щтырь 21, укрепленный IB корпусе 10 гидроцилиндра. Штырь 21 расположен в гнезде 20 с зазором, достаточнЫМ для самоустано.вки подпружиненной гильзы 13 с раоположещыми
на ней элементами относительно изложмицы 22. Вместе с тем штырь 21 в гнезде 20 препятствует повороту гидроцилиндра вокруг своей оси, так как йазор для этого слишком мал. Рабочая жидкосгь подводится в полости 23 и 24 гидроцилИНдра с .помощью шлангов 25, не нрепятст1вую-щих его самоустановке.
В положении, изображенном на фиг. 1, полость 23 соединена с напорной, магистралью, а полость 24-со сливкой, в результате чего вращаемая олравка 2 и -вращаемая втулка 5 раздвинуты, -Б этом положении торцы 7 упоров 4 и торцевая поверхность 6 металлического стержня 1 лежат в одной плоскоегн, что достигается подго«кой регулировочных полуколец 26.
В исходном положении (фиг. 2, а) металлический стержень / выведен из изложницы 22, вращаемая оправка своим коническим гнездом /5 поджата к коническому хвостовику 16 с помощью пружины 19. Конический хвостовик 16 расположен по общему центру тяжести элементов, смонтированных на гильзе 13, благодаря чему все устройство занимает горизонгальпое .положение под воздействием пружины 19. Поскольку в полости 25 гидроц.илиндра поддерживается давление, а полость 24 соединена со сливом, взаимное положение металлического стержня 1 и упоров 4 не изме«яется, благодаря чему в этом положении, возможно очищать металлический сте.ржень / от старой краски и наносить новый слой краски. В этом же положении металлический стержень / вводится в изложницу 22 механизмом, перемещающим подвижный корпус 17 (фиг. 26). При вводе металлического стержня 1 осуществляется его са,моустаиОВка по изложнице так как при образовании зазора между коническим гнездом 15 .и коническим хвостовиком 16 устройств.о отирается на конический хвостовик 16 кро-мкой 27 конического гнезда 15, что приводит его к полол ению безразличного равио1весия, а следовательно, и .к рас-положению его по оси вращения изложницы 22. Пружина 19 при этом дефорМи.руется как в осевом, так и в ради а л ынюм п алр а в л ен и я х.
При дальнейшем перемещении подвижного Kopinyca Ii7 зазор между коническим гнездом 15 и коническим хвостовиком 16 увеличивaeт cя, бла-годаря чему устройство полностью фиксируется в изложнице 22, сеязь его с корпусом 17 осуществляется только через сжатую пружину 19. В полости 23 гидроцилиндра по-прежнему поддерживается давление. Величина этого давления и уси-. лие пружины 19 выбираются такими, чтобы даБлеиие жидкого металла, обусловл енное дентробе-жной силой, не смогло вывести металлический стержень / из изложницы 22. Заливка и кристаллизация полой заготовки производится в положении, представленном на фиг. 2, б. При этом изложница 22, (металлический стержень /, упоры 4, оправка 2 и
втулка 5, iBpa-щаются, остальные элементы устройства неподвижны.
П-одрыв металлического стержня / отно5 сительно полой заготовки 28 производится
при вращаюплейся изложнице 22 (фиг. 2, в).
Полость 24 гидроцилиндра соединяется с на-порной магистралью, а полость 23-со
0 сливной, благодаря чему порщень-шток 14 перемещается относительно ко.рпуса W. Так как к последнему -подсоединена через подщ.ипник вращаю.щаяся втулка 5 с унорами 4, а к .норщню-щтоку 14 через гильзу 13 и нод.шипняки подсоединена вращаемая оправка 2 с металлическим стержнем 1, то при срабатывании гидроцилиндра металлический стержень 1 перемещается относительно упоров 4, причем и (Металлический стержень /, и уноры
0 4, и полая заготовка 28 продолжают при этом вращаться. Усил.ие подрыва замкнуто в системе «полая заготовка-металлический стержень-упор. По.движпый кор.пус 17 при этом не перемещается, оставаясь в том же положе5 НИИ, в которо.м он нахо.дился до -подрьгоа, металлический стержень перемещается относительно изложницы 22, а гильза 13-относительно подвижного корпуса 17, сжимая дополпительно прулсипу 19 .и увеличивая зазор
0 между коническим гнездом 15 и коническим хвостовико-м 16 на величину хода гидроцилиадра.
После окончания подрыва подвил ный корпус 17 вместе с револьве.рной головкой 18 отводится назад (фиг. 2, г). Пружина 19 при этом разжимается, тильза 13 садится коническим гнездом 15 на конический хвостовик 16, после чего вся система выводится из излолуницы 22. Упоры 4 пр.и этом выдвинуты относительно торца 6 металлического стержня /, так как во время перемещения по.движного корпуса 17 .полость 24 ги.дроцилиндра попрел нему соединена с напорной магистралью. Полая заготовка 28 остается в изложнице 22.
Подрыв металлического стержня / и отвод устройства от изложпицы 22 можно осуществлять одновременно, но при этом величина зазора между кон-ическим гнездом 15 и коническим хвостовиком 16 (на фиг. не .показано), ход цилин.дра подрьгва, скорость по.дрыва и отвода должны выбираться -взаи-мосвязано в соответствии с соотношением;
У- 1/1 S-1-й
где V -скорость подрыва, мм1сек;
Vi - скорость отвода, мм/сек; 605 - ход гидроцилиндра подрыва, мм;
а - зазор, Л1М.
Выполнением этого условия обеспечивается отвод упоров от полой заготовки только после окончания процесса подрьгва металли65 ческого стержня.
П Р е д м е т и з о б .р е т е н и я
1. Устройство для формирования .раструба в полых заготовках, отливаемых в изложнице центробежной машияы, включающее подвижный корпус и металлический стержень, укрепленный на вращаемой оправке, подпружи.ненлой относительно подвижного корпуса, отличающееся гем, что, с целью уменьшения брака полых заготовок по обрыву раструба при извлечении металлическото стержня, последнии выполнен ПОДБИЖ-НЫМ в направлении оси вращения изложницы и снабжен установленными в местах, оформляющих торцевую поверхность полой заготовки, упора:ми.
2. Устройство для формирования раструба в полых заготовках, отливаемых в -излол нице центробежной машины, по п. 1, отличающееся тем, что подвиЖНЫЙ корпус снабжен коническим х востовиком, центрирующим металлический стержень относительно оси вращения изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбный стержень | 1973 |
|
SU469532A1 |
| Раструбный стержень для изложницы центро-бЕжНОй МАшиНы | 1979 |
|
SU831302A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU691239A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU768545A1 |
| Раструбный стержень | 1975 |
|
SU555982A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Раструбный стержень | 1974 |
|
SU499041A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |


Фьг,-2
