1
Изобретение относится к устройствам для подачи профилированных резиновых деталей к сборочным станкам нри выпуске покрышек пневматических шин, а также может быть использовано при восстановительном ремонте покрышек.
Известно устройство для подачи рулонных резиновых деталей к барабану станка для сборки покрышек пневматических шнн но авт. св. № 374199, включающее смонтпрованн1 1е последовательно механпзм хранения резиновых деталей с нрокладочным материалом, подаюхцпй рольганг с механизмом отреза н разделения нрокладочного материала с подаваеМ1ЛМИ деталями, выполненный в внде расиоложенного под рольгангом отклоняющего ролика, воздействующего на прокладочный материал, имеющий перфорацию, взаимодействующую с центрируюп 1,имп звездочками иодающего рольганга, и дублируюп1,ий ролик.
Цель изобретения - обеспечсиие удобной занравки прокладочного материала во время перезарядки устройства.
Поставленная цель достигается за счет того, что между механизмом хранення резиновых деталей и подающим рольгангом установлена параллельно поверхности подаваемых рулонных резиновых деталей вертикально подвижная платформа с приводом ее неремещення и механизмом для пентрировання деталей, а
2
также за счет того, что нижняя планка механнзма отреза установлена на вертикально иодвижной платформе.
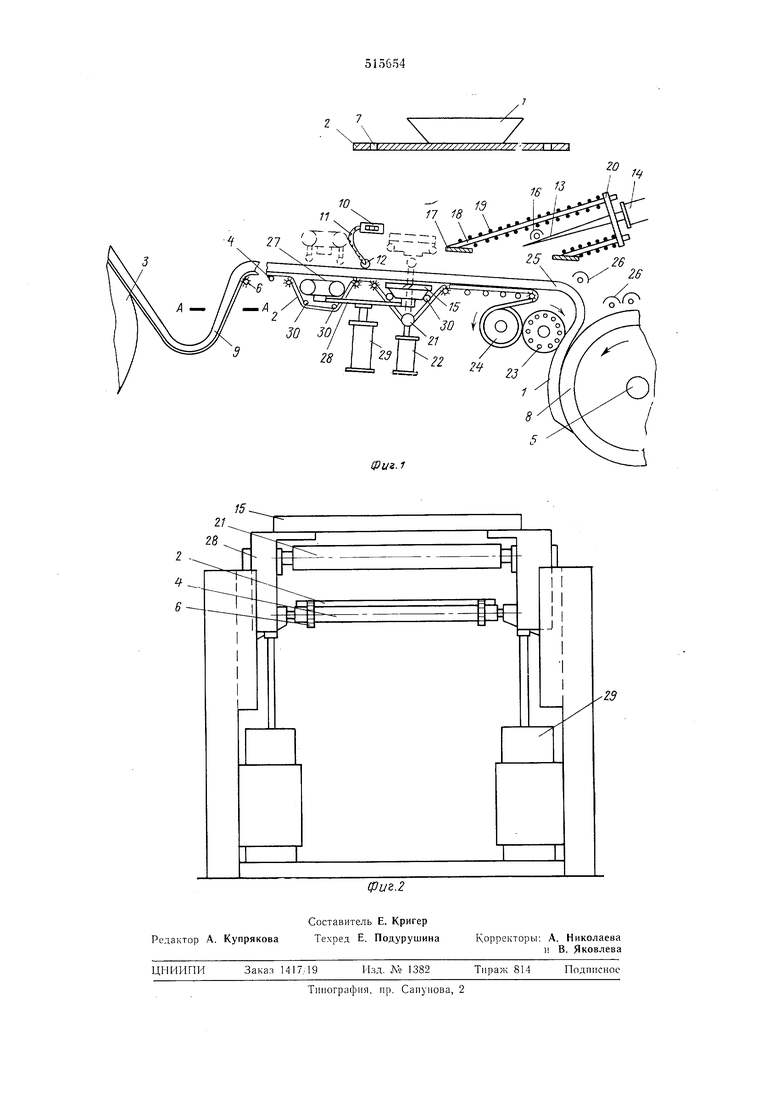
На фиг. 1 показано устройство для подачи рулонных резиновых деталей к барабану сборочного станка, общий вид; на фиг. 2 - положение отклоняющего ролика и нижней плапки ме.ханизма отреза в процессе заправки прокладочного м атер и ал а.
Устройство для подачи руло) релиновых деталей 1 с прокладоч)1ым материалом 2 содержит механизм 3 хранения резиновых деталей и ирокладочного .материала з спирально свернутом состоянии с ирокладочны.м материалом, рольганг 4. но которому резиновые детали 1 вместе с прокладочным материалом 2 перемещаются к сборочном барабану 5 станка д.чя сборки покрышек. Рольганг 4 оснащен двумя рядами звездочек 6, раеположенных по краям рольганга, па равном расстояшш от экваториальной плоскости сборочного барабана 5. В заценление со звездочкалп 6 в.ходят нерфорациопные отверстия 7, расиоложенпые у кромок нрокладочного материала 2, что обеспечивает возможность наложения деталей 1 на каркас 8 покрышки без перекосов и смещенпй.
Для облегчен я перемещеппя резиповых деталей при раскатке деталей пз механизма их хранення создают свободно виеяи1ую комиенсационную петлю 9, которая не искажает гео.метрических размеров деталей 1, так как снизу поддерживается нерастяжимым нрокладочным материалом 2.
Для намерения длины подаваемых к сборочному барабану деталей установлен MexainisM отмера, содержащий счетное устройство 10, связанное гибким валом 11 с роликом 12, катящимся по поверхности детали 1.
Отрез деталей по длине производят механизмом отреза, состоящим из гильотинных ножей 13, установленных на щтоке пневмоцилиндра 14, нижней планки 15 с прорезью и инфракрасных нагревателей 16. При отрезе деталь 1 фиксируется на рольганге прижимными планками 17, подпружиненными относительно гильотинных ножей 13 посредством щтоков 18, спиральных пружин 19 и планок 20. Под нижней планкой 15 установлен механизм разделения отрезаемых по длине заготовок, выполненный в виде расположенного под рольгангом и отклоняющего ролика 21 с пневмоцилиндром 22.
Для дублирования деталей 1 с каркасом покрыщки 8 служит дублировочный ролик 23, перемещающийся к сборочному барабану 5 пневмоприводом (не показан). Освобо кдающийся в процессе наложения деталей прокладочный материал закатывается на ролик 24, прижимаемый пневмопрнводом (не показан) к дублировочному ролику 23. Свободная компенсационная петля 25, постоянно поддерживаемая в процессе подачи деталей, обеспечивает наложение деталей без вытяжки.
Устройство снабжено инфракрасными нагревателями 26 для нагрева поверхности дублируемых деталей 1 и каркаса 8 в процессе наложення, что обеспечивает повышение ирочиости связи деталей при сборке покрышек.
Для дополнительного центрирования деталей 1 при подаче устройство содержит механизм 27 для центрирования деталей. Между механизмом 3 хранения резиновых деталей и подающим рольгангом 4 установлена параллельно поверхностн подаваемых рулопиых резиновых деталей вертикально иодвижиая платформа 28 с приводом 29 ее перемеп,еппя и механизмом 27 центрирования. Нижняя планка 15 механизма отреза установлена на платформе 28.
Во избежание попадания прокладочного материала 2 в центрирующее устройство и нижнюю планку 15 они снабжены обводными роликами 30.
Устройство работает следующим образом. До начала сборки покрышек ироизводят предварительную заправку прокладочного материала 2, причем предварительно выдвигают приводом 29 платформу 28 с механизмом 27
для центрировання нижней планкой 15 механизма отреза и обводными роликами 30 иад линией следования рулонных резиновых деталей (см. фиг. 2). Одновременно пиевмопилиндром 22 отклоняющий ролик 21 механизма разделения также выдвигается над линией прохождения деталей 1. Прокладочный .материал заиравляется на ролик 24, который затем подводится к ролику 23, также иеремещаемому к барабану 5.
Механизм 27, ннжняя планка 15, обводные ролики 30 и отклоняющий ролик 21 перемеп 1,аются в исходное положение, при этом прокладочный .материал 2 располагается под
рольгаигом 4, как показано на фиг. 1.
Раскат1 1вают детали 1 с ирокладочиым материалом 2 из механизма 3 хранения деталей с образованием компенсационной петли 9. Сборочный барабан 5 приводят во вращение,
он заставляет вращаться ролики 23, 24, которые перемещают детали 1 и прокладочный материал 2. Инфракраеными нагревателями 26 осуществляют нагрев поверхности деталей 1 и каркаса 8 иокрышки. Осуществляют наложение деталей на каркас 8, дублируя их роликом 23.
После отмера длииы ироизводят отрез деталей мехаиизмом отреза и возобновляют вращение барабана 5 для наложения иоследней
части отрезанной заготовки на барабан. При этом отклоняющий ролик 21 перемещают к рольгангу 4, освобождая компенсационную иетлю прокладочного материала, которая продолжает перемещать отрезанную заготовку к
барабану, в то время как детали 1, находящиеся на рольганге 4 левее отклоняющего ролика 21, остаются неиодвижнымн. Таким образом производят отделение стыков деталей после отреза. Далее нроцесс повторяется при
сборке следующей покрышки аналогично вышеописаш ому.
Формула изобретения
1. Уетройетво для подачи рулонных резиновых деталей по авт. св. № 374199, отличаю1ц е е с я тем, что, с целью обеспечения удобной заправки прокладочиого материала во время перезарядки уст юйства, .между .механизмом хранения резиновых деталей подаюц;им рольгангом установлена параллельно поверхности подаваемых рулонных резиновых деталей вертикально подвижная платформа с приводом ее перемещения и механизмом для центрирования деталей.
2. Устройство по п. 1, отлпчающееся тем, что нижияя планка механизма отреза установлена на вертикально подвижной платформе.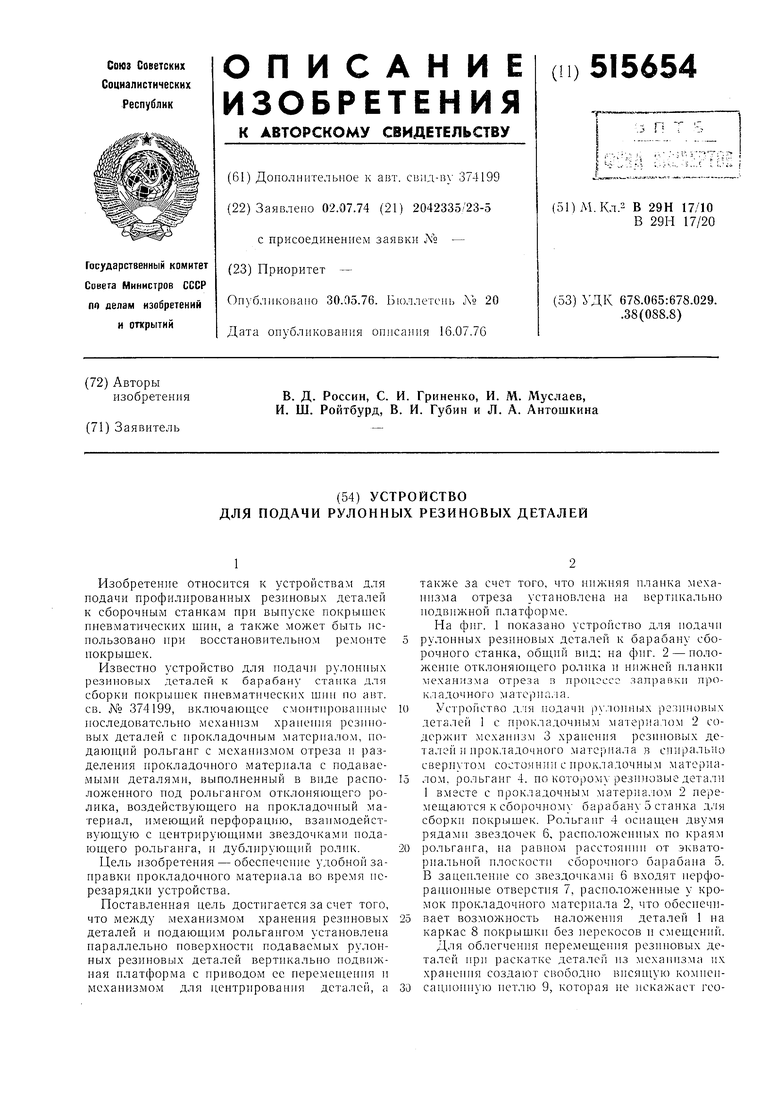
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ РУЛОННЫХ РЕЗИНОВЫХ | 1973 |
|
SU374199A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Устройство для наложения слоев кордаНА СбОРОчНый бАРАбАН | 1978 |
|
SU806464A1 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU973393A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1815234A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1990 |
|
SU1781080A1 |
| Установка для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1812130A1 |