I 1
Изобретение относится к машиностроению и может быть использовано для автоматизации сборки резьбовых соединений.
Целью изобретения является расширение функциональных возможностей эа счет возможности отсортировки годных резьбовых соединений и исключения сборки указанных соединений в случае некачественных собираемых деталей, а также упрощение конструкции за счет объединения функций отсекания, удерживания -неподвижной детали и контроля качества собираемого резьбового соединения в одном устройстве.
На фиг. 1 изображен сборочный комплекс, общий вид, на фиг. 2 - вид А на фиг, 1, на фиг. 3 - исполнительный механизм, вид сверку, на фиг. 4 - сечение Б-Б на фиг. 3.
Сборочньй комплекс состоит из вибробункера 1 для резьбовых стержней 2 с механизмом их ориентации, промышленного робота 3, вибробункера 4 для гаек 5, лотка для гаек 6, резьбозавертывающей головки 7, исполнительного механизма 8, системы 9 пневмосдува с соплом 10, тары 11 для резьбовых соединений и тары 12 для брака.
Исполнительный механизм содержит площадку 13 для свинчивания, пневмо- цилиндры 14 и 15 и сортировочное устройство, включающее склиз 16 для резь бовых соединений,склиз 17 для бракованных крепежных деталей и кронштейн 18 с горизонтальной рабочей площадкой. На штоке пневмоцилиндра 15 жестко закреплен нож 19. Нож 20 соединен с кронштейном 21, жестко закрепленным на штоке пневмоцилиндра 14 через шарнир 22, пружину 23 и регулировочный винт 24.
Сборочный комплекс работает следующим образом,
Из вибробункера 1 ориентированные резьбовые стержни 2 подаются роботом 3 под резьбозавертывающую головку 7. Одновременно из вибробункера 4 по лотку 6 гайки 5 подаются в исполнительный механизм. Срабатывает пнев- моцилйндр 14, нож 20 выходит из лотка 6, а нож 19 перекрывает склизы 16 и 17. При этом очередная rafiKa 5 передвигается на площадку 13 для свинчивания, после чего нож 20 отсе5
10
ts
20
405362
кает ее от других гаек. Гайка ока- ) зывается зажатой между ножами 19и 20. При этом погрешности от перекосов гаек и отклонения их размеров компенсируются поворотом ножа 20 за счет сжатия пружины 23. Это также позволяет предотвратить нежелательные последствия при закусывании гайки в момент свинчивания. Включается вращение и вертикальная подача резьбозавертывающей головки 7, и резьбовой стержень 2 вкручивается в гайку. По истечении требуемого на свинчивание времени вращение выключается и головка 7 идет вверх.
Если сборка проходит нормально, то в определенный момент конец стержня 2 упирается в рабочую площадку кронштейна 18. При дальнейшем свинчивании гайка 5 поднимается вверх и, освободившись от ножей 19 и 20, свободно вращается вместе со стержнем 2 до выключения двигателя вращения резьбозавертывающей голов25 ки 7. В случае несвинчивания при подъеме головки 7 стержень 2 падает вниз в тару 12, гайка остается на площадке 13 для свинчивания. При закусывании до окончания вращения головки гайка 5 прощелкивает между ножами 19 и 20 и вместе со стержнем 2 остается после окончания времени сборки также на площадке для свинчивания. После подъема головки срабатывает пневмоцилиядр 15 и нож 19 от35 крывает склизы 16 и 17. Кратковременно включается пневмосдув, струя воздуха из сопла 10 очищает сборочную позицию. При этом нормально соб- ранные резьбовые соединения за счет того, что их гайки находятся над ножами 19 и 20 и бортами площадки 13 для свинчивания поступают на склиз 16 и транспортируются в тару 11, а брак поступает на склиз 17 и транспортируется в тару 12 для брала, Вновь срабатьгоает пневмоцилиндр 15, и нож 19 перекрывает склизы 16 и 17. После чего пневмоцилиндр 14 выводит нож 20 из лотка 6, и очередная гайка 5 напором последующих двигается по лотку 6 на площадку f3 для свинчивания и упирается в нож 19.Пневмоцилиндр 14 идет назад, и нож 20, отделяя гайку 5 от основного потока, зажи55 мает ее на сборочной позиции. Цикл заканчивается.
30
40
45
50
3
В ид А
. 2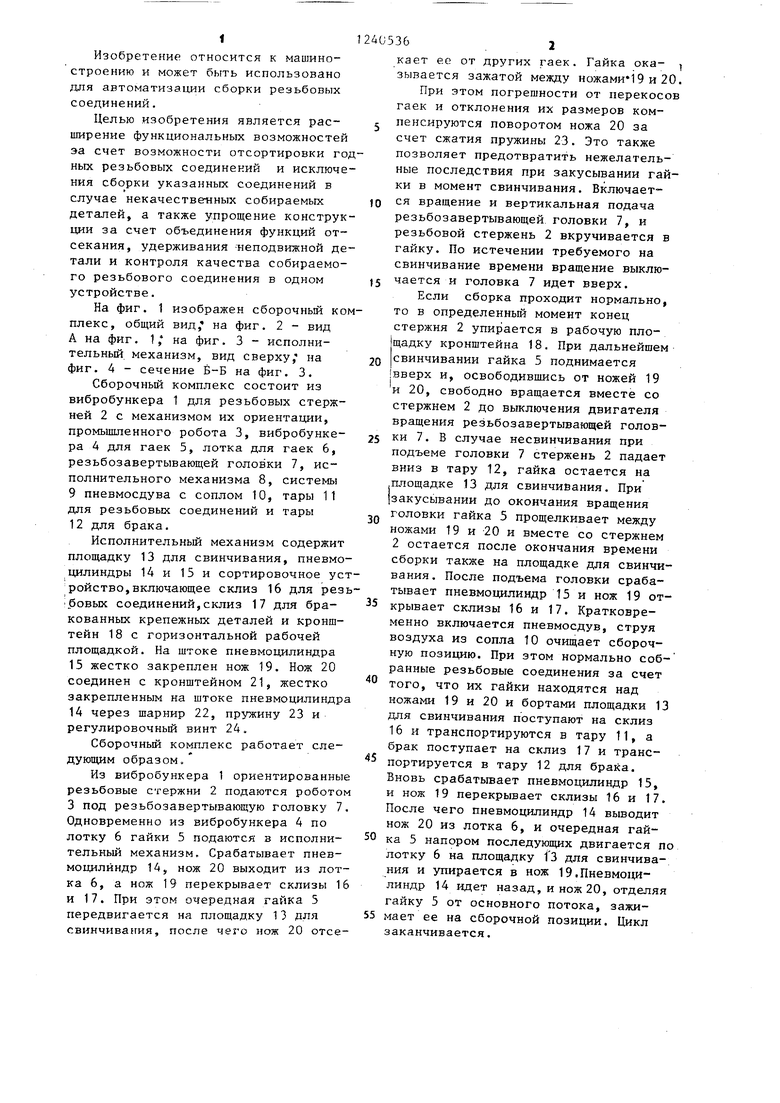
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный комплекс | 1989 |
|
SU1715542A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВИНТА С ГАЙКОЙ | 1971 |
|
SU292748A1 |
| Полуавтомат для сборки изделия винтом и гайкой | 1989 |
|
SU1754406A1 |
| Устройство для сборки винтов с шайбами | 1977 |
|
SU704751A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Устройство для комплектовки болтов | 1976 |
|
SU616109A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |


фиг, 3
5-5
Фие.
16
| Научные основы автоматизации сборки машин | |||
| Под ред | |||
| Новикова М.П., М.: Машиностроение, 1976, с | |||
| Способ искусственного получения акустического резонанса | 1922 |
|
SU334A1 |
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
