Для производства протяжки труб из цветных металлов на волочильных станах обычно необходимо изготовить .захватку, т. е. конец трубы несколько обжать под молотом настолько, чтобы этот конец мог свободно пройти в отверстие матрицы. Затем к трубе- подкатывается тележка, снабженная захватными клещами, губками которых схватывают за утоненный к )нец трубы-„захватку, после чего уже производят протяжку трубы.
Обясатый конец трубы-„31ахвагка - бывает достаточна по своим размерам на три-пять проходов осадки трубы, после чего изготовленные трубы передаются на ленточную пилу, где эти .захватки отрезаются. Затеи отрезанные трубы направляются вновь под молот для обжатия конца, а если трубы большого размера, то предварительно в нагревательную печь и в первом случае в холодном состоянии, во втором-в горячем, производят образование новой „захватки на конце трубы.
Предлагаемый захват для волочения труб устраняет перечисленные выше операции, причем конец трубы отрезается лишь один раз после окончательной протяжки. Согласно изобретению, в захвате применены подвижные кулачки,
(192)
расположенные в прорезе направляюш.ей втулки, внутри которой расположена тянульная оправка. Коническая часть тянульной оправки во время протяжки взаимоде1}ствует с кулачками и служит для заклинивания их в протягиваемой заготовке.
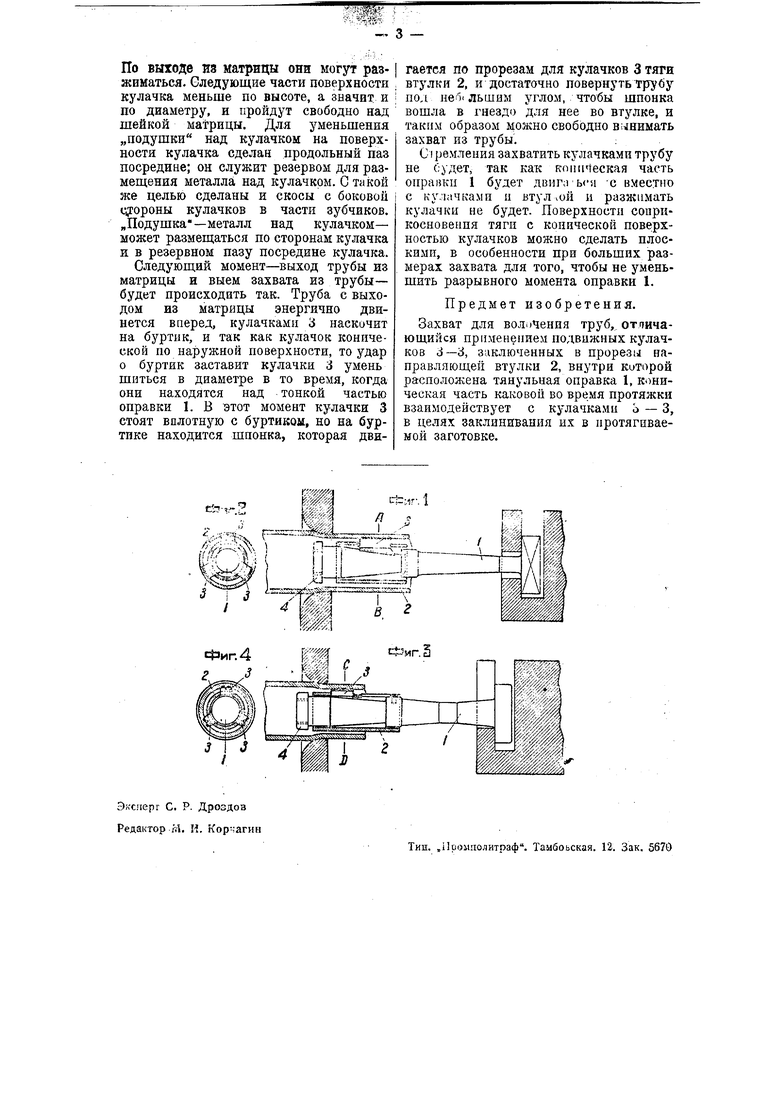
На чертеже фиг. 1 изображает продольный разрез предлагаемого захвата; фиг. 2-поперечный разрез его по линии АВ на фиг. 1; фиг. 3 -видоизмененное устройство захвата; фиг. 4-поперечное сечение его по линип CD на фиг. 3.
В вырезе тележки заложен хвостовик тянульной оправки 1, которая служит своей конической частью для раздвигания кулачков 3, 3 и,таким образом, для соединения разжимной части патрона с тележкой. На конической частиоправки свободно надета направляюпцая втулка 2, снабженная тремя прорезами, которые служат направляюпщми для помеш,енных в них кулачков. Внутренняя часть кулачков 3 имеет конусообразную поверхность, которая покоится на конической части оаравки 1. Кроме того, кулачки 3 имеют на небольшой высоте на стенках утолшения, служащие для удержания кулачков в прорезах направляющей втулкп 2. Рабочая поверхность
кулачкой снабасена упорнимп тгяоглкамгт, которые служат для передачи дпвлешш от конуса оправки 1 на внутреннюю wверхнасть трубЙГхЯ, таким оГфазои, служат креплением для произт одства п отяжки.
На сл5Чай, если кулачки не захватят трубу Ёследетте чр ззшрно внутреннего диаметра ее, тянульная ойфавка 1 снабжена сгьем ной гайкой 4, служащей для удержания втулки 2 и кулачков 3 от выпадения.
При производстве протяжки заготовка трубы находится, как обычно, перед входной частью матрицы. Оправка 1 захвата своей квадратной частью укреплена на тележке. Затем тележка вместе с захватом подкатывается к отверстию матрицы, рабочая часть захвата свободно проходит через отверстие матрицы и вводится в отверстие трубы так, чтобы кулачки 3 втулки 2 полностью вошли в эту трубу.
При вводе захвата в трубу кулачки 3 находятся над утоненной конической частью тяги, и при рабочем движении тележки в требуемом направлении коническая часть оправки 1 начинает давить на кулачки 3, кулачки 3 в свою очередь сцепляются с внутренней П верхностью трубы и тем Создают крепкое сцепление трубы с захватом. С увеличением тянущего усилия кулачки 3 с большим усилием давят на трубу, благодаря чему обеспечивается более крепкое сцепление захвата с трубой. При таком скрепленяи захвата с трубой происходит протяжка трубы по всей длине.
В момент выхода трубы из отверстия матрицы, труба сделает энергичный рывок вперед в то время, как трлежка вместе с оправкой 1 такого движения иметь не будет; вместе с трубой сдвинутся и кулачки, которые конической частью у основания встретят подяутренную часть буртика оправки 1. П-ря этом кулачки- в момент удара о буртик будут находиться над тонкой частью конуса оправки 1 и таким образом выйдут яэ пцеиления с трубой.
Для извлечения захвата из трубы требуется упорный буртик надвинуть на кулачки или, наоборот, кулачки на бурт41К. Для устран ;н1 и .аазубрин по внутренней поверхности трубы протяжку
Tpyilbi можно производить попеременно С- разных сторон.
Для Г1ротяж,ки больших труб с различными Диаметрами мажнЬ оставить тот же, меняя лишь комплекты кулачков, соответствующих по высоте. ГТослоднее мероприятие позволяет иметь для иротяжки ipye ограиачеяный комплект 3UXBWOB.
Описанная конструкция захвата вд пригодна для очень малого диаметра труб, по в то же время смягчает отрицательную сторону тем, что основная работа по производству обжатий концов на трубах ложится на большие размеры труб, а также и основная масса металла, расходуемая на это обжатие концов, идет за счет труб больших диаметров.
Оправка,для калибровки внутреннего диаметра трубы вводится обычным порядком.
В видоизмененной конструкции захвата конус на конце кулачка 3 и коническ-ое гнездо в буртике оправки 1, которое были предназначены для вывода из сцепления кулачков с трубой и свободного выхода захвата с протянутой трубы, заменены шпонкой на буртике оправки 1 (фиг. 3) Иотверстием для нее в прорезах для кулачков 3 на11равляюп1,ей втулки 2. Кулачки 3-прямые по своей длине на наружной поверхности, т.е. со стороны насечки, и сцепляемые с внутренней поверхностью трубы параллельно, заменены кулачками, имеюш,нми наклонное положение по длине со стороли зубцов с уклоном в сторону непротянутой части трубы.
В момент прохождения захвата против рабочей части матрицы возникает опасный момент-создается „-подушка из металла трубы, которая находится между кулачком и матрицей, и этот опасный момент длится при первой конструкций на всем протяжении кулачка. В видоизмененной конструкции этот опасный момент доведен до минимума. Так, на-. пример в момент ихода трубы с аахнятом в матрицу увеличивается тянуи е; усилие, что вызывает увеличение диаметра и таким образом ра.сжатяв кулачков, но труба с захватом дпигаетгя, и ка,к толгько кулачки начнут разжпматьснад матрицей, передняя часть кулачка (высокая) уя:е пройдет шейку матр; и,м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| Волочильная матрица для одновременной протяжки двух труб | 1933 |
|
SU37670A1 |
| Способ изготовления полых многослойных изделий | 1983 |
|
SU1278159A1 |
| Длинная оправка для волочения труб | 1985 |
|
SU1360841A1 |
| Оправка для волочения труб | 1988 |
|
SU1533802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| СПОСОБ ПРОИЗВОДСТВА ВОЛОЧЕНЫХ ПОЛЫХ ИЗДЕЛИЙ | 1997 |
|
RU2113300C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |

