Обычно применяемые Для стеклодувных автоматов вальцы для подачи горячей стеклянной ленты имеют, с целью получения на ленте дискообразных выступов, круглые углубления. Так как для каждого размера выдуваемых из стекла изделий требуется соответствующнй размер дискообразного выступа, то для каждого нового размера выдуваемых автоматом изделий необходимы другие вальцы с углублениями соответствующих размеров. Кроме того, выявление размера углубления на вальце для каждого отдельного случая, возможно лишь опытным путем, что, в свою очередь, вызывает разборку и сборку вальцов для пригонки размеров круглых углублений в ободе.
Предлагаемое изобретение заключается в устранении вышеуказанных недостатков у вальцов для упомянутой машины. Достигнуть этого предполагается iijjuменением сменных вставок с вышеуказанными углублениями вальцов, а также и разрешением укрепления сменных вставок в ободе вальца так, чтобы получилось беспрепятственное формование горячей стеклянной ленты с дискообразными выступами. Таким образом, при переходе на новый размер выдувае(93)
мого стеклянного изделия неооходимо заменять лишь вставки в ободе вальца, а не весь валец. При пригонке размеров круглых углублений при налаживании машины для какого-либо нового размера изделия также не требуется разборки вальца, а необходимо лишь снятие сменных вставок для дополнительной обработки круглого углубления.
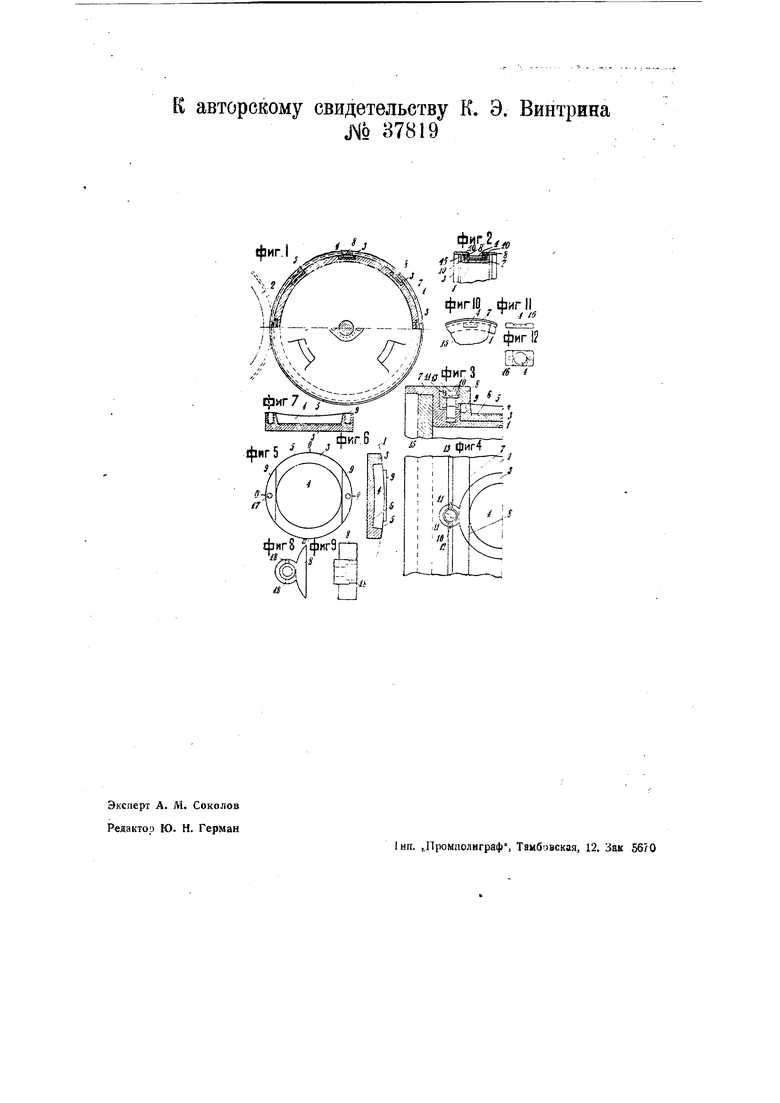
На чертеже фиг. 1 изображает общий вид вальца со встав тенпымп в его обиде сменными вставками (в частичном разрезе); фиг. 2-вид на валец в поперечном разрезе по линии, проходящей через ось круглого углубления в ободе вальца; фиг. 3-то же, в увеличенном маспгабе; фиг. 4 вид сверху на вырез обода вальца со вставленной сменной встав он; фиг. 5-впд сверху сменной вставки; фиг. 6-то же, вид сбоку, в раарезе по II III на фиг. 5; фиг. 7 - то же, вид сбоку, в разрезе по IV-V на фиг. 5; фиг. 8-вид сверху на за жимную часть для укрепления сменной вставки; фиг. 9-то же, вид сбоку; фиг. 10, 11 и 12-видоизменение смснпой вставки для вальца.
Обод 1 вальца (фпг. 1) имеет круглые выемки, в которые вставлены сменные вставки 3. Сменная вставка 3 снабжена
1сруглым углублением 4 в соответствии с размерами формующих на горячей стеклянной ленте дискообразных выступов. Вставка 3 по наружной торцевой части 5 обработана одинаковым с ободом вальца радиусом крнвнзны (фнг. 2, 3 и 5), причем ширина кривой поверхности .части. 5 равняется ширине между ребордами 7 вальца (фиг. 4), служащими для ограничения ширины вальцуемой стеклянной ленты. Для заполнения выемкн в ребордах 7 вальца и для укрепления сменной вставки 3 служат зажимные части 8 (фиг. 8 и 9), которые налегают на прямую плоскость 9 сменной вставки (фиг. 5, 6, 7). Зажимная часть 8 укрепляется посредством винта 10, который имеет, кроме прореза для отвертки, еще боковые отверстия 11. С целью предохранения винта 10 от самоотвинчивания в одно из отверстий 11 вставляется шплинт 12, который своими свободными концами проходит через прорезы 18 зажимной части 8 в канал 13, выточенный в реборде вальца. Для удобства вынимания вставок из обода вальца вставки 3 имеют отверстия 17 с резьбой.
На фиг. 10-12 изображено видоизменение сменной вставки в ободе вальца. Согласно этому видоизменению вставка имеет прямоугольную наружную форму. Вставки вставляются через прямоугрльные отверстия в ребордах 7 и боковых стенках 15 вальца и входят в поперечные выемки в ободе вальца так, чтобы кривая поверхность 16, аналогично вставке по фиг. 5, 6 и 7, совпадала с поверхностью обода. Круглое углубление 4 видоизмененной вставки выпол няется так же, как для вставки по фиг. 5, 6 и 7.
На фиг. 1 валец 1 снабжен круглыми выемками 4, а гладкий валец 2 не имеет реборд и входит в промежуто.к между ребордами вальца 1. Само собою разумеется, что валец может быть вынолнен так, что валец с ребордами будет гладким, а валец без реборд будет иметь круглые выемки 4, причем для укрепления в нем сменных вставок для вальца без реборд проще укренить видоизмененные вставки.
Обработка дна 6 в круглых углублениях 4 значительно легче осуществляется в отдельных в/тавклх, чем в ободе вальца, так как поверхнмсть дна 6 Должна пм.ть радиус кривизны, описанной из центра вальца, чтобы получить на горячей стеклянной ленте дискообразные выступы рамной толщины. При применении ж.к предлагаемых иставок углубления в ободе вальца будут иметь прямую поверхность, чго легко осуществить обыкновенными средствами обработки.
Предмет изобретения.
1.Валец для прокатки стекла в с-теклодувннх ма1Пин 1Х конвейерного типа, отличающийся тем, что в целях пблегчения ичменения глубины и размера круглых углублений вободе вальца для образования выпуклостей тог или дру гого диаметра, обод вальца снабжен вставками 3 кругл й илн чет.рехуголь н /и ф фмы, укренленн ;.MII в соотистсгиующих гнездах между ребордами 7 при п мощи зажимной части 8 и пиита. 10
2.В вальце по п. 1 применение закрепительного шплинта 12, вставляемого в тело винта через канал 13, выточенный в реборде 7.
к авторскому свидетельству К. Э. Винтрина
J4b 87819
фиг.
тф
L|ffl , Ж..
/rl
tjJMI / / «
iT r-rrJl
Э J) -. :
гга / г т г Ш-j:
.г5 ,
Hi
tSj
, „L-k

