1
Известны способы передачи черновых раскатов двутавровой балки по горизонтальной обводке от выпускающей к принимающей клети с кантовкой сечения раската при обводке до совпадения плоскости наименьшей жесткости сечения с плоскостью обводки и обратной кантовкой перед задачей в принимающую клеть.
Цель изобретения - обеспечить самокантование раската на 90° при входе в закругление обводки и самопроизвольную обратную кантовку при выходе из него.
Для этого в валках выпускающей клети отгибают открытые нижние фланцы профиля от вертикали на угол 35-45°, сохраняя стенку и фланцы прямолинейными, а перед входом в принимающую клеть нижние фланцы загибают обратно в нормальное положение.
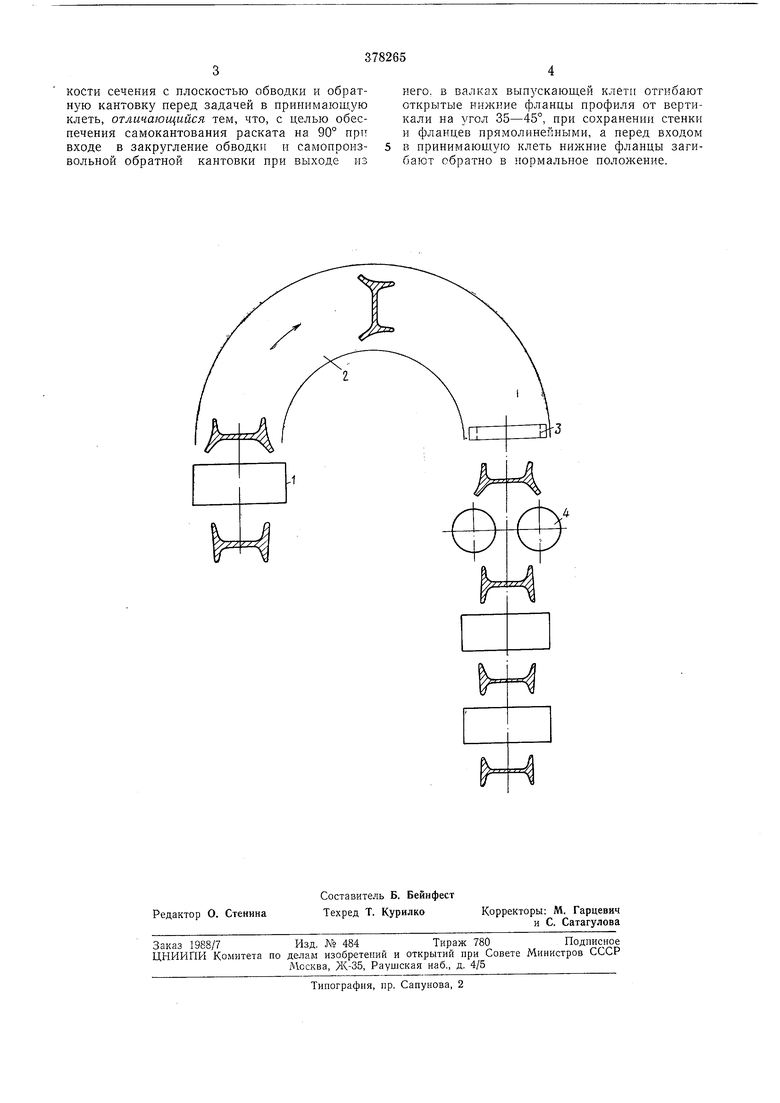
На чертеже показана схема передачи раскатов предлагаемым способом.
Передача черновых раскатов предлагаемым способом осуществляется следующим образом.
Черновой балочный раскат деформируют в выпускающей клети / с горизонтальными валками, симметрично отгибая при этом открытые нижние фланцы относительно их основания при сохранении прямолинейности стенки и фланцев, что обеспечивает при свободном выходе раската из валков его самокантование
на 90°, при котором раскат опирается отогнутыми фланцами на наружную стенку обводки 2 и движется по траектории в соответствии с необходимым радиусом закругления. При прохождении прямолинейного участка на выходе из обводки раскат стремится принять исходное положение - отогнутыми фланцами вниз. Для придания раскату требуемого фиксированного положения при входе в принимающую клеть на случай недостаточной самоустановки раската вследствие переменных условий прокатки используют докантовывающую втулку 3. В принимающей клети 4 с вертикальными
валками или во вводной коробке с вертикальными роликами (когда принимающая клеть имеет горизонтальное положение валков) отгибают фланцы до нормального положения и осуществляют последующую прокатку до получения готового профиля. Операция обратного отгиба требует, чтобы стенка раската, входящего в вертикальные валки, была прямолинейной.
Предмет изобретения
Способ передачи черновых раскатов двутавровой балки по горизонтальной обводке от выпускающей к принимающей клети, включающий кантовку сечения раската при обводке до совпадения плоскости наименьшей жесткости сечения с плоскостью обводки и обратную кантовку перед задачей в принимающую клеть, отличающийся тем, что, с целью обеспечения самокантования раската на 90° при входе в закругление обводки и самопроизвольной обратной кантовки при выходе из
него, в валках выпускающей клети отгибают открытые нижние фланцы профиля от вертикали на угол 35-45°, при сохранении стенки и фланцев прямолинейными, а перед входом в принимающую клеть нижние фланцы загибают обратно в нормальное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| Способ горячей прокатки в нереверсивной универсальной клети | 1984 |
|
SU1148658A1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |