1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа коротких тел вращения, например, роликов, нормализованных ШТИФТОВ и шариков.
Известен инструмент для -поперечной прокатки тел вращения, содержаш.ий валки, один из которых выполнен гладким, а другой калиброванным с формуюш,ими ребордами.
При прокатке цилиндрических изделий одкого диаметра, но разной длины требуются разные валки с формуюш,ими ребордами, которые на валках известной конструкции выполнены ВИНТОВЫМИ.
Цель изобретения - облегчить изготовление и обеспечить возможность лрокатки изделий разной длины при одинаковом диаметре.
Это достигается тем, что калиброванный валок выполнен составным из соосно установленных на валу дисков, несущих кольцевые реборды, и размещенных между ними проставочных колец, а гладкий валок, выполненный также из отдельных колец, снабжен винтовой транспортирующей ребордой.
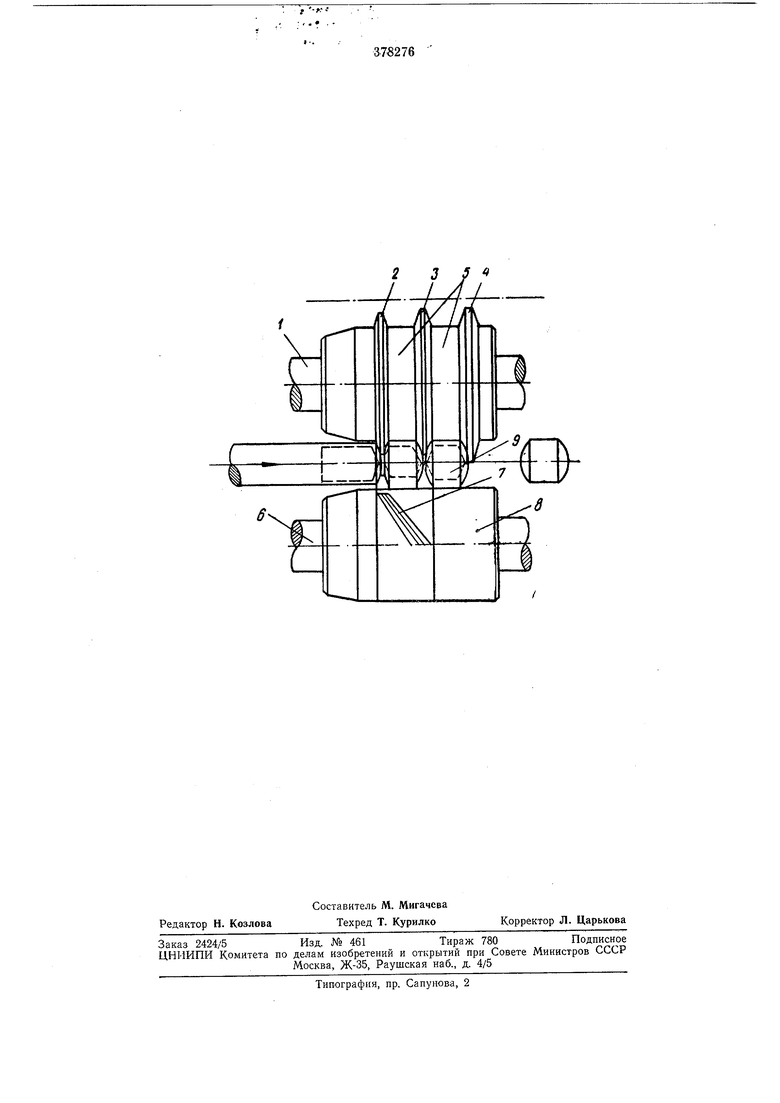
На чертеже изображено предлагаемое устройство.. . .
Инструмент содержит «а калиброванном валке 1 кольцевые формующие реборды 2-4 и проставочные кольца 5, установленные соосно. Второй валок 5 состоит из кольца с транспортной ВИНТОВОЙ ребордой 7 и гладкого кольца 8.
В процессе прокатки гладких цилиндрических изделий 9 формовку торцов и фиксацию изделия ведут кольцевыми ребордами 2-4, расположенными только на одном валке, а второй валок с винтовой ребордой несет транспортирующую функцию.
При наличии проставочных колец возможна унификация деталей валка при прокатке изделий одинакового диаметра, но разной длины.
Предмет изобретения
Инструмент для поперечной прокатки тел вращения, содержащий по меньшей мере два валка, один из которых выполнен гладким, а другой калиброванным с формующими ребордами, отличающийся тем, что, с целью снижения трудоемкости его изготовления и обеспечения ВОЗМОЖНОСТИ прокатки изделий разной длины при одинаковом диаметре, калиброванный валок, выполнен составным из соосно установленных на валу дисков, не сущих кольцевые реборды, и размещенных между проставочных колец, а гладкий валок выполнен также из отдельных колец и снабжен винтовой транспортирующей ребордой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ | 1993 |
|
RU2047413C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Станок для непрерывной прокатки из прутка деталей типа тел вращения | 1976 |
|
SU763026A1 |
| СПОСОБ ПРОКАТКИ ШТУЧНЫХ ПРОФИЛИРОВАННЫХИЗДЕЛИЙ | 1972 |
|
SU350550A1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| В П Т БФаНД SliOOEFTOB | 1973 |
|
SU394144A1 |
| Валок для поперечной прокатки штучных кольцевых заготовок | 1972 |
|
SU446343A1 |
| Инструмент для поперечно-винтовой прокатки профильных изделий | 1978 |
|
SU871940A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |