1
Изобретение относится к термической обработке деталей цилиндрического сечения.
Известная установка для закалки деталей с индукционного нагрева, содержащая закалочный бак с цепным транспортером, характеризуется образованием на детали паровой рубашки, которая препятствует интенсивному охлаждению и приводит к образованию троститных пятен.
Целью предлагаемого изобретения является обеспечение интенсификации охлаждения деталей.
Это достигается тем, что в закалочном баке установлено душирующее устройство, выполненное в виде секционной камеры с центральным отверстием для прохождения деталей, причем каждая секция выполнена с вертикальными каналами и прорезями для подачи охлаждающей жидкости.
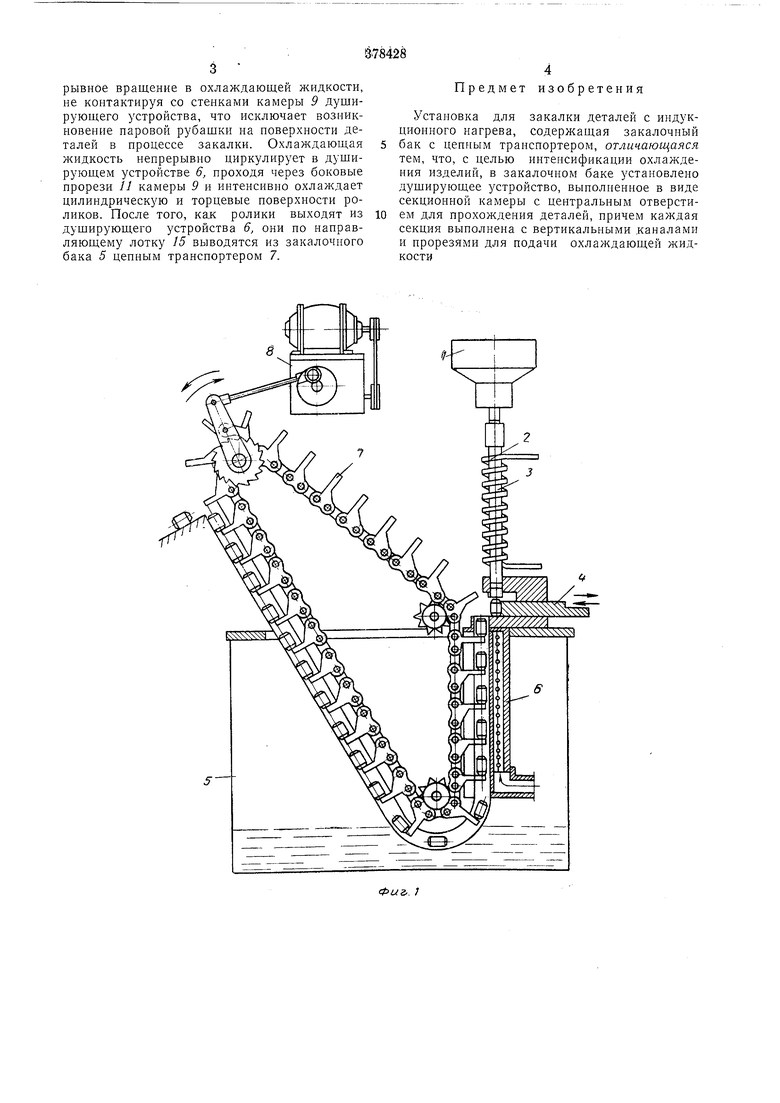
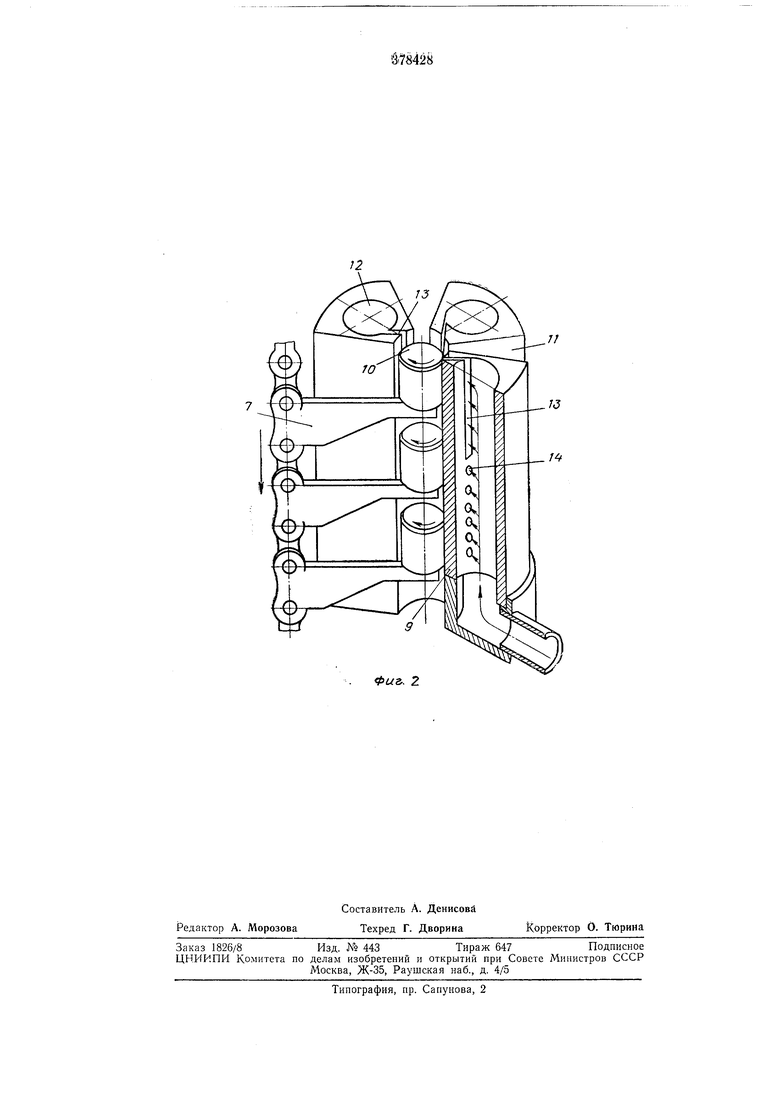
На фиг. 1 изображен общий вид установки; на фиг. 2 - душирующее устройство для охлал дения деталей.
Предлагаемая установка для закалки деталей типа роликов состоит из бункера /, индуктора 2 с керамической трубкой 3, в конце которой расположен отсекатель 4. В закалочном баке 5 установлено душирующее устройство 6, через которое проходит цепной транспортер с захватами 7, совершающий равномерное прерывистое движение от привода 8.
Душирующее устройство выполнено в виде секционной камеры 9 с центральным каналом для прохождения роликов 10 и боковыми вырезами // для отвода охлаждающей жидкости, через один из которых проходит цепной транспортер 7.
Каждая секция душирующего устройства имеет каналы 12 для подвода охлаждающей жидкости с вертикальными прорезями /5 в верхней части, тангенциально направленными к образующей поверхности роликов. В нижней части секций вынолнены отверстия 14, расположенные под углом к вертикальной оси камеры 9.
Принцин работы установки для закалки деталей типа роликов заключается в следующем.
Ролики 10 загружают в бункер /, из которого онн попадают в керамическую трубку 5 и, проходя через индуктор 2, нагреваются до требуемой температуры закалки. Отсекатель 4 поочередно подает ролики в центральный канал камеры 9 душирующего устройства 6, которые захватами цепного транспортера 7 удерживаются в ней в вертикальном положении, равномерно пропуская их через струи охлаждающей жидкости, тангенциально направленные к образующей поверхности роликов вертикальными прорезями 13 и отверстиями 14. При этом ролики 10 получают непрерывное вращение в охлаждающей жидкости, не контактируя со стенками камеры 9 дущирующего устройства, что исключает возникновение иаровой рубащки на иоверхиости деталей в нроцессе закалки. Охлаждающая жидкость непрерывио циркулирует в дущирующем устройстве 6, проходя через боковые прорези и камеры 9 и интенсивно охлаждает цилиндрическую и торцевые поверхности роликов. После того, как ролики выходят из душирующего устройства 6, они но направляющему лотку 15 выводятся из закалочного бака 5 цепным транспортером 7.
Предмет изобретения
Установка для закалки деталей с индукциоиного нагрева, содержащая закалочный бак с цепным транспортером, отличающаяся тем, что, с целью интенсификации охлаждения изделий, в закалочном баке установлено дущирующее устройство, выполненное в виде секционной камеры с центральным отверстием для прохождения деталей, причем каждая секция выполнена с вертикальными каналами и прорезями для цодачи охлаждающей жидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Установка для закалки изделий | 1984 |
|
SU1177359A1 |
| Устройство для закалки рельсов | 1991 |
|
SU1788043A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Устройство для закалки деталей | 1976 |
|
SU825651A2 |
| Станок для высокочастотной обработки осесимметричных цилиндрических деталей | 1988 |
|
SU1640172A1 |
| ВСЕСОЮЗНАЯ ; | 1973 |
|
SU379643A1 |
| Станок для закалки деталей | 1981 |
|
SU1032028A1 |
7/
/J
/4
ФиЗ: 2
