1
Предлагаемое изобретение относите .к закалке крупных деталей, преимущественно подшипниковых колец. Устройство может быть применено и для мелких деталей, транспортируемых через зону обработки в кассетах.
Предлагаемое устройство может быть использовано на заводах .подшилниковой промышленности.
В известном устройстве для закалки деталей, выполненном в виде карусельного механизма с поддонами, получается неравномерная закалка деталей, так как имеется большая плошадь контакта их с поверхностью поддона.
Цель предлагаемого изобретения- повышение качества обрабатываемых деталей.
Для этого устройство снабжают механизмом ориентации для сохранения горизонтального полол ения поддонов, который может быть выполнен таким образом, что Hia оси одного из поддонов закреплена звездочка, взаимодействующая через замкнутую цепь с невращающейся звездочкой центрального вала карусельного механизма.
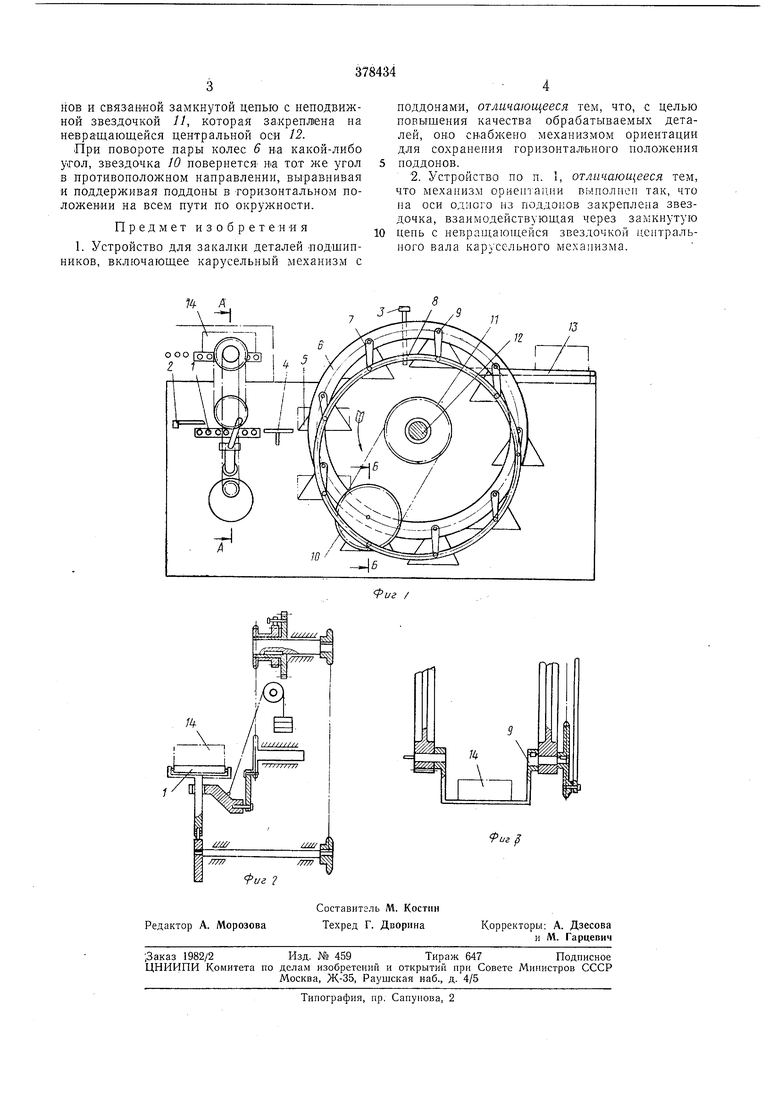
На фит. 1 изображен закалочный бак, вид сбоку; на фиг. 2 - механизм приема деталей и их покачивания в масле; на фиг. 3 - разрез по оси поддон1а.
Устройство состоит из механизма приема и покачивания /, нижнего таскателя 2, жестко
связанного с верхним таска1телем 3, промежуточного стола 4, поддонов 5, несущей пары колес 6, эксцентриков 7, кольца 8, оси 9, звездочек 10 и 11, связанных бесконечной замкнутой цепью, центральной оси 12 и лотка 13.
Закалка в баке производится следующим образом. Нагретые в печи детали, 14, поступив на приемный стол: механизма /, опускаются в масло и покачиваются для интенсификации охлаждения установленное по реле время, после чего стол останавливается и нижний таскатель 2 сдвигает деталь через промежуточный стол 4 на поддон 5. Поддоны подвешен1Ы между двумя несущими колесами
6. Нижний таскатель 2 возвращается в крайнее левое положение. Приемный стол механизма / поднимается в верхнее положение, а колеса 6 поворачиваются по часовой стрелке, и уносят охлаждаемую деталь ниже, приготовив пустой поддон 5 на исходной позиции. Цикл работы повторяется. Пройдя по кругу через масло, И|, выйдя на поверхность, охлажденная деталь верхним таскателем 3 сдвигается по лотку 13 в моечную машину. Крайние
положения механизмов фиксируются конечными выключателями.
Для сохранения горизонтального положения каждого поддона 5 их оси 9 жестко связаны через эксцентрики 7 с кольцом 8 и звездочкой 10, выполняющей назначение эксцентрика, закрепленной на оси одного из поддо
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКАЛОЧНЫЙ БАК | 1972 |
|
SU427066A1 |
| ВЫТАСКИВАТЕЛЬ С ОТСЕКАТЕЛЕМ ПОДДОНОВ ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ В ПРОХОДНОЙ ТЕРЛ'ШЧЕСКОЙ ПЕЧИ | 1971 |
|
SU298670A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ и ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234436A1 |
| Устройство для закалки деталей | 1977 |
|
SU734299A1 |
| Закалочное устройство для печей | 1972 |
|
SU440430A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ПОДШИПНИКОВЫХ КОЛЕЦ | 1967 |
|
SU197655A1 |
| АВТОМАТИЧЕСКАЯ ГРУППОВАЯ ПОТОЧНАЯ ЛИНИЯ С МНОГООПЕРАЦИОННЫМИ КОНВЕЙЕРАМИ | 1961 |
|
SU137452A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU368335A1 |
