ме того, на станине 1 размещен механизм блока ротора 12 с расположенными на нем механизмами зажима разъемных матриц, содержащих неподвижные 30 и подвижные 31 матрицы, закрепленные на ползущках 32, и двуплечие рычаги 33, имеющие ролики
34,взаимодействующие с кулаком 4, посаженным на центральную ось 2 станины 1, механизмами установки заготовок в матрицы, содержащими подпружиненные захваты
35,связанные с рычажными системами 36, имеющими ролики 37, контактирующие с пазовым кулаком 6, механизмами сбрасывания, содержащими вилкообразные щтоки 38, установленные в направляющих блока ротора 12, и снабженные роликами 39, взаимодействующие с кулаком 5, механизмом блока пуансонов, содержащим высадочные ползуны 40, связанные через тогл-рычаги 41
и камень 42 с плунжером 43, снабженным роликом 44, взаимодействующим с кулаком 3, посаженным на центральную ось 2 станины 1.
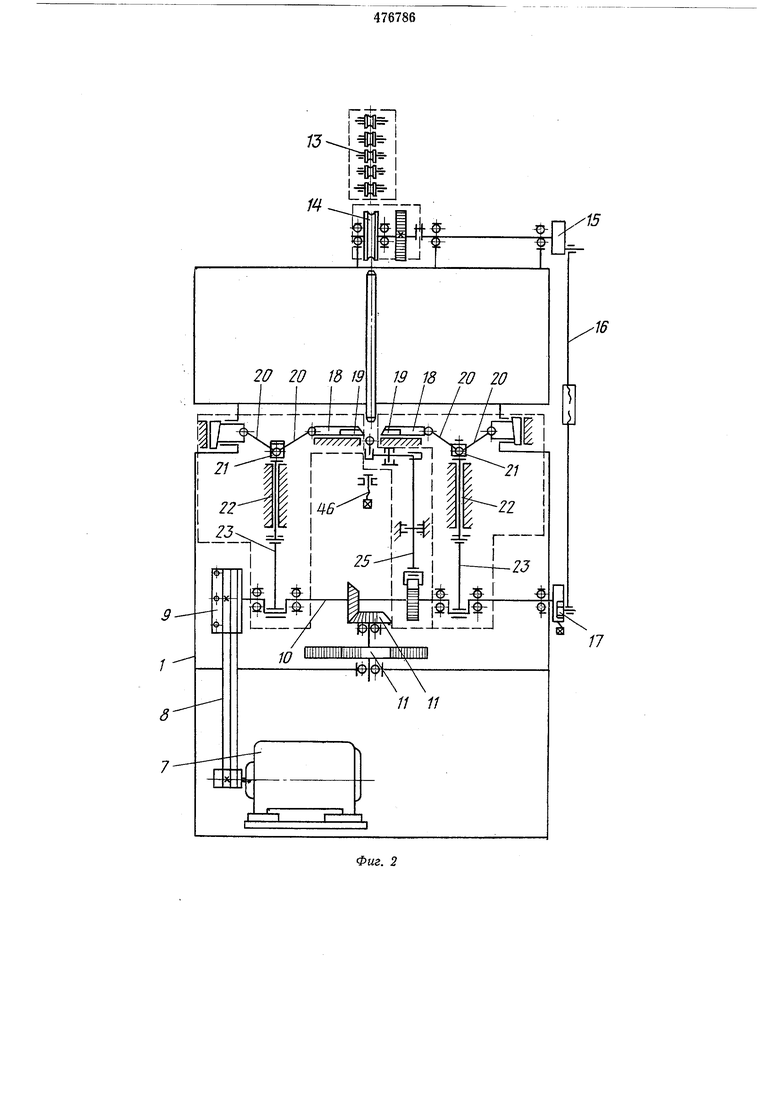
На станине 1 по оси подачи проволоки ниже отрезных ножей 19 размещены неподвижные приемные с подпружиненными губками клещи 45 и регулируемый упор 46.
Автомат работает следующим образом.
Проволока с разматывающего устройства (на чертежах не показано) через правильные ролики 13, захватываемая подающими роликами 14, периодически подается в приемные клещи 45 до упора 46. Ножи 19, приводимые в движение от кривощипно-щатунно-плунжерно-коленной системы отрезают заготовку. Захваты 35 по ходу вращения блока ротора 12 выхватывают заготовку из приемных клещей 45 и переносят ее в разъем матриц 30 и 31.
Срабатывает механизм зажима и зажимает заготовку. Затем срабатывает плунжерно-коленная система высадных ползунов 40, и высаживается головка. Ползун 40 отходит в исходное положение, матрицы 30 и 31 разжимаются, а вилкообразный щток 38, соверщая ход вперед, сбрасывает изделие в лоток. Далее другие захваты забирают заготовку и цикл повторяется.
Формула изобретения
Автомат для высадки гвоздей из проволоки, содержащий размещенные на станине роторный механизм высадки с пуансонами и матрицами, механизм зажима последних и последовательно взаимодействующие механизм отрезки и механизм, установки заготовок в матрицы, отличающийся тем, что, с целью упрощения конструкции и повыщения надежности ее работы, механизм установки заготовок в матриць; выполнен в виде смонтированных на рабочих позициях ротора захватов, приводимых через промежуточные рычаги и ролики от единого пазового кулака, жестко прикрепленного к торцу ротора, соосно последнему.
Гж I
3Z 3S
us I
.//5
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Холодновысадочный автомат | 1985 |
|
SU1243874A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |


20 20 1Ь 19
19 18 20 20
Фиг. 2
10 /
fue ч
Вий А
29 10
