1
Изобретение относится к области производства изделий из стеклопластиков и может быть исиользовано в Л|И1Ниях для производства тонких стержней, обладающих малой продольной жесткостью, например пазовых клиньев для э.чектродвигателей.
Известно устройство для поперечной резки профильных изделий из стеклопластиков, содержан1,ее протяжный механизм и кинематически связанную с ним каретку.
С целью синхронизации скорости каретки со скоростью иеремещеиия изделия независимо от величины его проскальзы ва,ния в протяжном механизме в предлагаемом устройстве в цепь привода каретки введена фрикционная муфта и шарнирно связанная с кареткой зубчатая рейка, скорость которой в процессе резания превосходит скорость перемещения материала на величину, примерно равную скорости его относительного проскальзывания в протяжпом механизме.
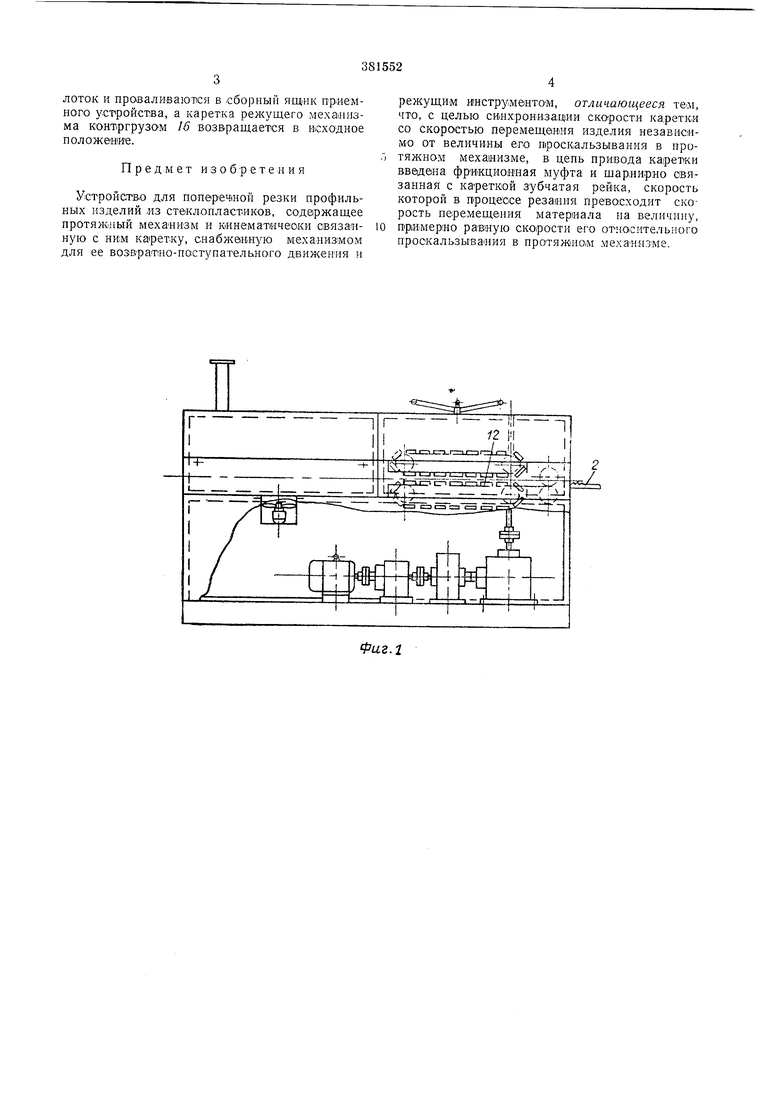
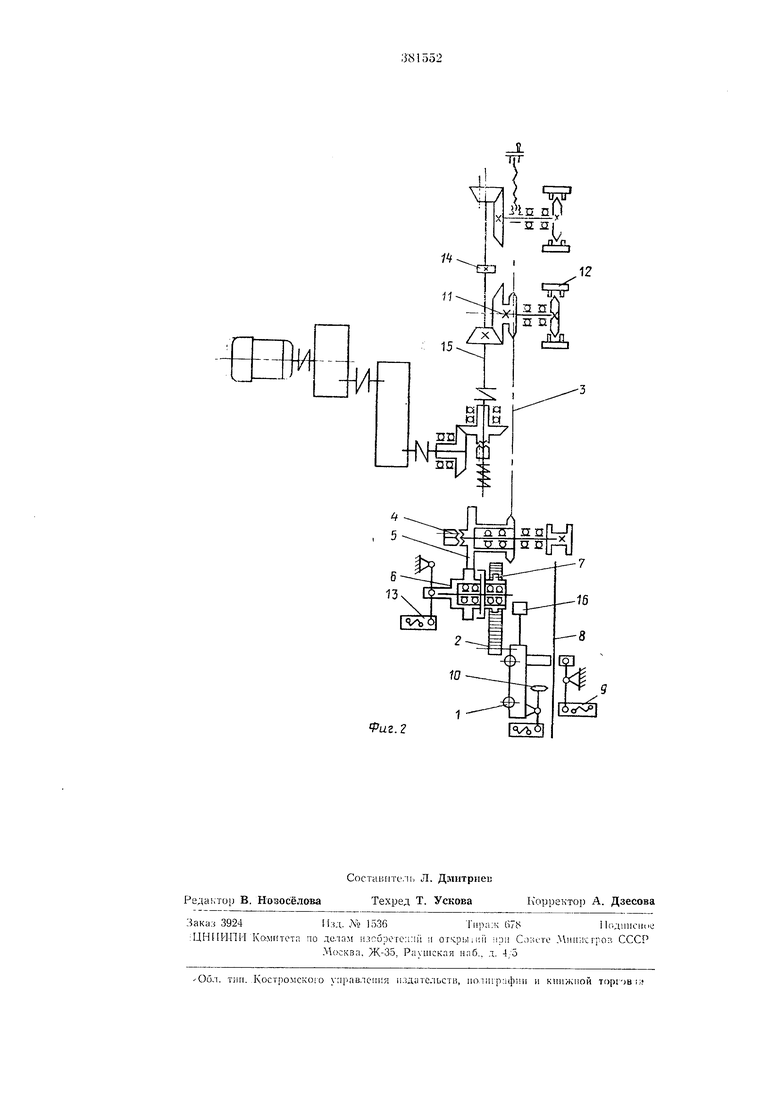
Иа фиг. 1 изображено предлагаемое устройство, обнии вид; на фиг. 2 - кинематическая схема тя.нущего и режущего механизмов.
Для перемещения каретки / режущего механизма ири производстве изделий малого сеченпя в ,е.м механизме предусмотрена передвижная рейка-щтанга 2, которая щарнирио соединена с кареткой.
Передача на рейку-щтангу осуществляется
через цеиь о, кулачковую муфту -4, зубчатое заценление 5, фрикционную муфту 6 и И1естерию 7 реечного зацеилення.
Пропитанный в полиэфирной смоле стекложгут протягивается через секции формирования и полимеризации и поступает в камеру охлаждения, где оформованные и полимеризованные изделия охлаждаются и направляются тянущим механизмом иод зажимы режущего механизма.
В мо.мент резки изделие ;S зажимается на каретке / электромагнитом 9. Каретка с режуии1.м жгутом 10 иеремещается при помощи рейки-щтанги 2 по направляющей до окоичання рейки. Рейка-штанга щарнирно соединена с кареткой и приводится в движение от приводного вала // нижних траков 12 через цепную 3 и зубчатую 5 нередачу, кулачковую 4 п и фрикционную 6 муфты включения. Фрикционная муфта включается электромапннтом 13 от реле счета импульсов, связанным со счетным диском 14 на валу 15 привода тянун1его механизма.
Скорость движения рейки-щта:иги больще скорости протяжки изделия. Согласование скорости протяжки изделия и каретки режущего меха низма, что обуславливает качество резки изделия, обеспечивается проскальзыванием дисков фрикционной муфты.
После резки издел.ия попадают на приемный
лоток и проваливаются в сборный ящик приемного устройства, а каретка режущего меха ннзма контргрузом /5 возвращается в исходное положеиие.
Предмет изобретения
Устройство для поперечной резки профильных изделий лз стеклопластиков, соде1ржащее протяжный механизм п юинематичеоки связа нную с ни;м каретку, снабженную механизмом для ее возвратно-поступательного движения и
режущим инструментом, отличающееся тем, что, с целью силхронизацши скорости каретки со скоростью перемещен1ия изделия независимо от величины его проскальзывания в протяжном механизме, в цепь привода каретки введена фрикциоиная муфта и щариирно связанная с кареткой зубчатая рейка, скорость которой Б процессе резаиия превосходит скорость перемещения матер1иала на величину, npiHiMepMO равиую скорости его относительного проскальзывания в протяжно-м механ:нзме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления электроизоляционных трубок | 1988 |
|
SU1686498A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU399425A1 |
| Устройство для резки пластичного бруса | 1980 |
|
SU906707A1 |
| ПЕРЕНОСНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1991 |
|
RU2027558C1 |
| УСТРОЙСТВО для РЕЗКИ и УКЛАДКИ КИРПИЧАНА РАМКИТ^ТГ^ОЮЗНАЯ' •. :' •' '•';'; .•c^f•;'••!!^'чr/^fг . - - •(:::., '.^'.\.- .-. Wia;'jj | 1971 |
|
SU303191A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Устройство для резки глиняного бруса | 1980 |
|
SU903121A1 |
| Способ протяжки длинных изделий, в частности, клинков палашей, и станок для осуществления способа | 1948 |
|
SU82661A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| ПРОТЯЖНОЙ АВТОМАТ | 1964 |
|
SU166566A1 |
An с и
12
fuz.2
