1
Устройство орносится к механизмам непрерывного .прессования древесностружечных ,илит и подобных нм -материалов.
В Известных непрерывного изготовления древесностружечных плит передача непрерывного брикета ИЗ подирессовщика в пресс осуществляется через неподвижный столик, плоскость которого установлена примерно заподлицо с лентами подпрессовщика и нресса.
Устройство для Передачи непрерывной ленты брикета в виде стоянка можно использовать в .случае несовПадения скоростей подпрессовщика и пресса только в тех случаях, когда степень подпрессовки :материала мала. Некоторое растяжение - сжатие ленты ковра изза :песовпаде ния скоростей подпрессовки и прессования не ириводит к порче ковра, так как ковер в этом случае еще не представляет из себя нечто -монолитное.
В случае сильной подпрессовки, когда имеется уже лента бри-кета, что необходимо в линиях ,с изостатическими -прессами непрерывного действия, несовпадение скоростей лодпрессовнцгка и и:ресса может привести к разрушеПИЮ брикета. Простой промежуточ1ный столик можно применять в таких случаях только при идеальной синхронизации скоростей подпрессовщика и пресса, что неосуществ1имо на п-ра-ктике.
Для обеспечения передачки ленты брикета из подпрессовщика в пресс без нарушения ее целостности в предлагаемом устройстве транспортер соединен при помощ-и цепей с барабанами, один -из которых получает вращение от привода подпрессовщика, а другой - от пресса, кроме того ба-раба-ны снабЖены конечными выключателя-ми, взаимодействующими с -механизмами коррекции скорости.
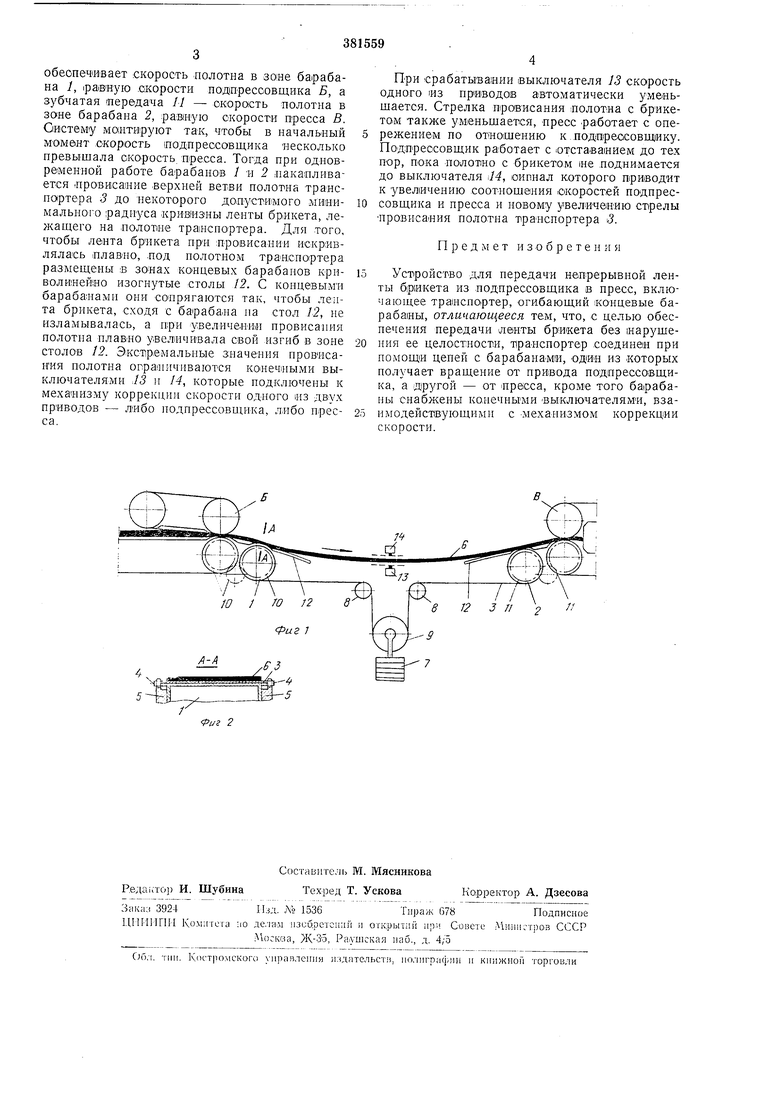
На фиг. 1 показана кинематическая схема оиисываемого устройства; на фиг. 2 - лента брикета, лежащая на полотне транспортера, по-перечный разрез.
Устройство включает в себя концевые барабаиы / и 2. которые огибают полотно транспортера 3. К полотну транспортера 3 с обеих сторон прикреплена цепь 4 таким образом, чтобы оси роликов цепи совпадали с нейтраль1 ой осью поперечного сечения полотна транспортера 3 по толщине. Цепь 4 находится в зацеплении со звездочками 5, жестко связа.нным:и с барабанами / и 2. Диаметр начальных окружностеГ звездочек равен сумме диаметра барабана и полотна. Такая связь иолотна с барабаном необходима для предотвраП1ения ироскальзывания полотна по барабану. Верхняя часть иолотна натягивается под действием веса ленты брикета 6, а нижняя часть - грузами 7 через неподвижные ролики 8 и плавающий барабан 9. Зубчатая передача 10
обеспечивает скорость лолотна в зоие барабана /, ipaiBHyio .скорости подп-ресоовщика Б, а зубчатая передача // - скорость полотна в зоне барабана 2, .равщю скорости пресса В. Систему MOiiiTHpyioT так, чтобы в начальный момент .скорость иодпрессовщика несколько превышала скорость пресса. Тогда при одновременной работе барабанов У -и 2 .-накапливается лровисашие .верхней ветви полотна транспортера о до некоторого до.пусти мого минимального радиуса кривизны ленты брикета, лежащего на полотне тра1нспортера. Для того, чтобы лента брикета при лровнсании искривлялась плавно, .под полотном транспортера размеш;ены в зонах концевых барабанов крнволинейно изогнутые столы 12. С концевыми барабанами они сопрягаются так, чтобы лента брикета, сходя с барабана на стол 12, не изламывалась, а при увеличении нровисания полотна плавно увелнчивала свой изгиб в зоне столов 12. Экстремальные значения провнса1ТИЯ полотна ограничиваются конечными выключателями н 14, которые подключены к механизму коррекции скорости одного из двух приводов - либо нодпрессовпцжа, либо нресса.
При срабатывании выключателя 13 скорость одного 1ИЗ приводов автоматически уменьшается. Стрелка провисания нолотна с брикето-м также уменьшается, пресс работает с опережением по отношению к ..подгареосовщику. Подпрессовш;ик ра:ботает с отставанием до тех пор, пока полотно с брикетом не .поднимается до выключателя ,14, сипнал которого при водит к увеличению соотношения скоростей подпрессовшика и пресса и новому увеличению стрелы нровнсания полотна транспортера k3.
Предмет и з о б р е т е н и я
Устройство для нередачи непрерывной ленты брикета из подпрессовш,ика в пресс, включающее транспортер, огибаюш,ий концевые барабаны, отличающееся тем, что, с целью обеспечения передачи ленты брикета без нарзшення ее целостности, транспортер соединен при ПОМОШ.И цепей с барабана-ми, -один из которых получает вращение от привода подпрессовщика, а другой - от iHpecca, кроме того барабаны снабжены конечными выключателями, взаимодействующими с механизмом коррекции скорости.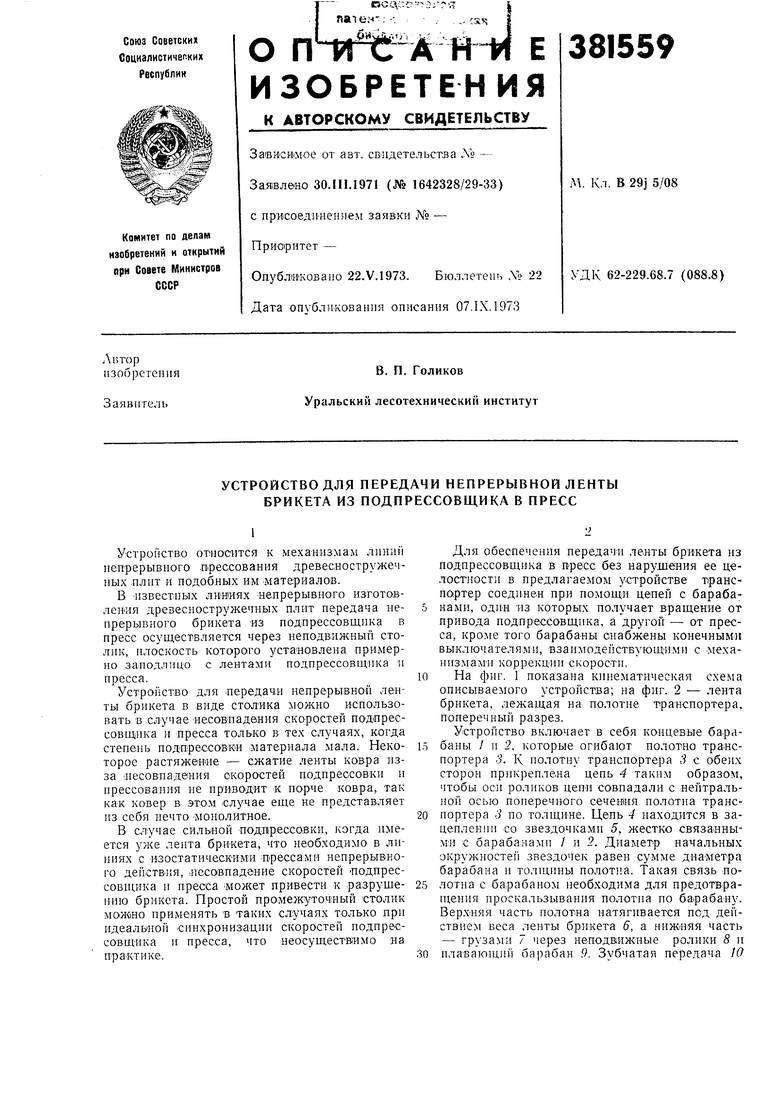
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Установка для изготовления армированных плит | 1981 |
|
SU954254A1 |
| Устройство для изготовления профильных изделий из стружечно-клеевых масс | 1984 |
|
SU1186482A1 |
| Ленточно-вальцовый пресс | 1973 |
|
SU477006A1 |
| Установка для непрерывного изготовления древесностружечных плит | 1974 |
|
SU496191A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| ПРЕСС НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1973 |
|
SU382520A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
