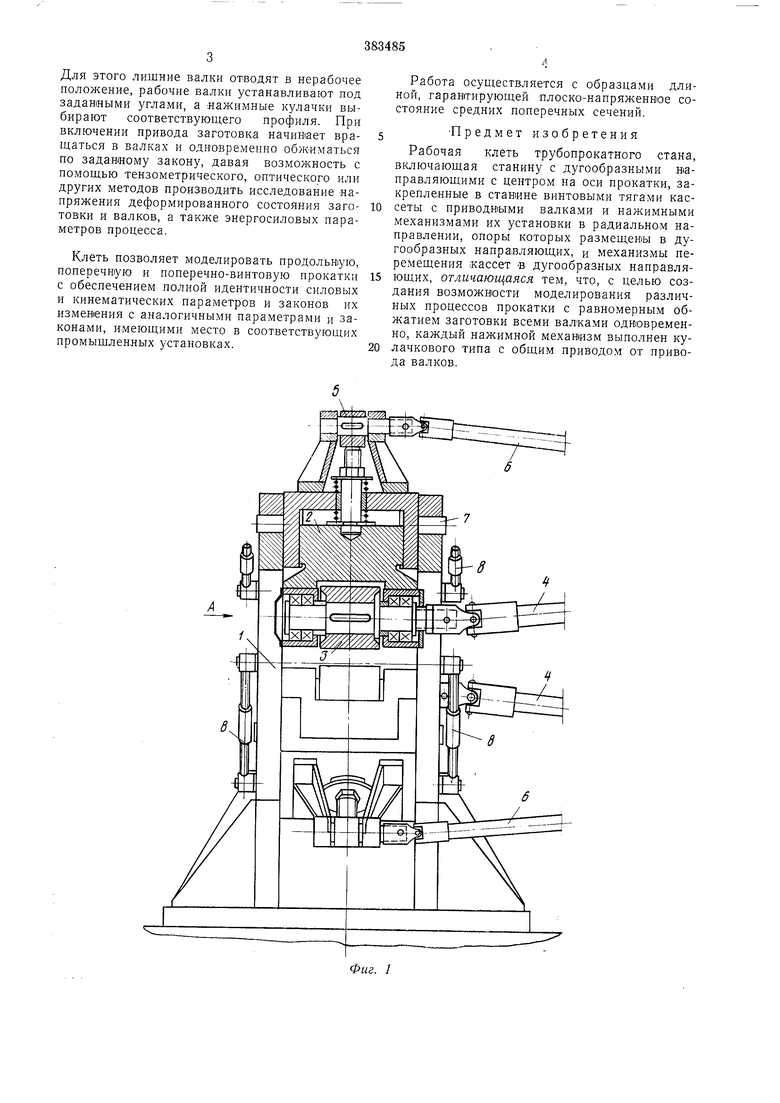
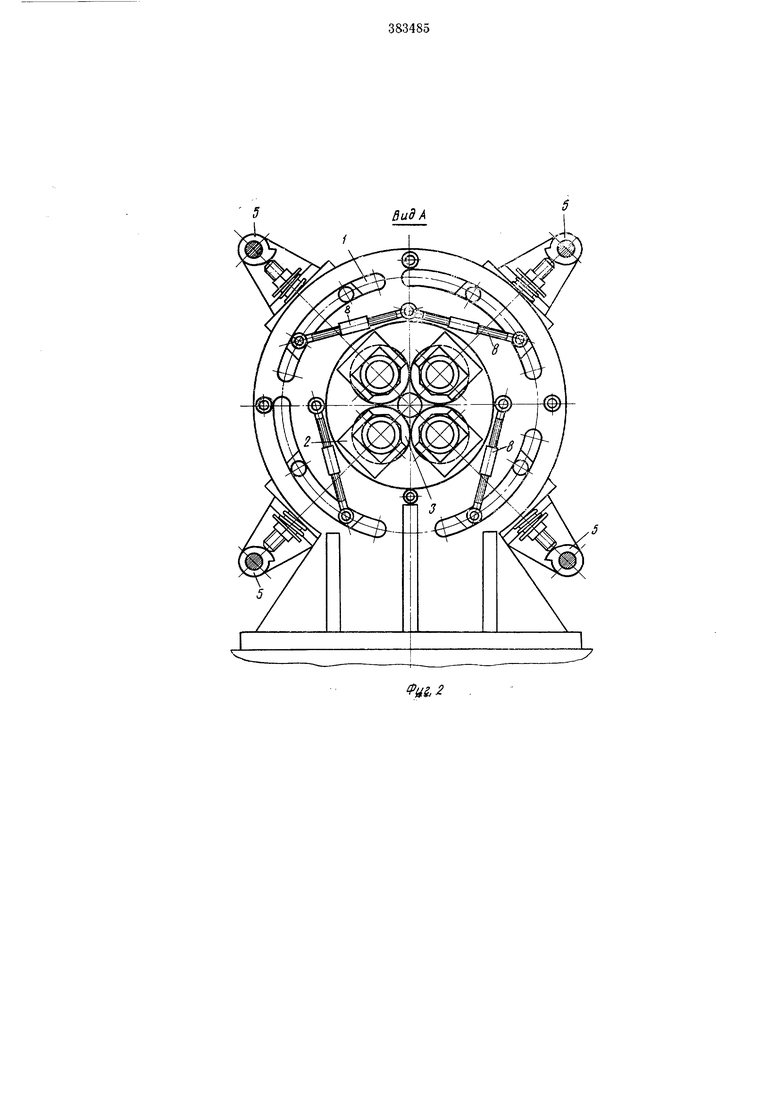
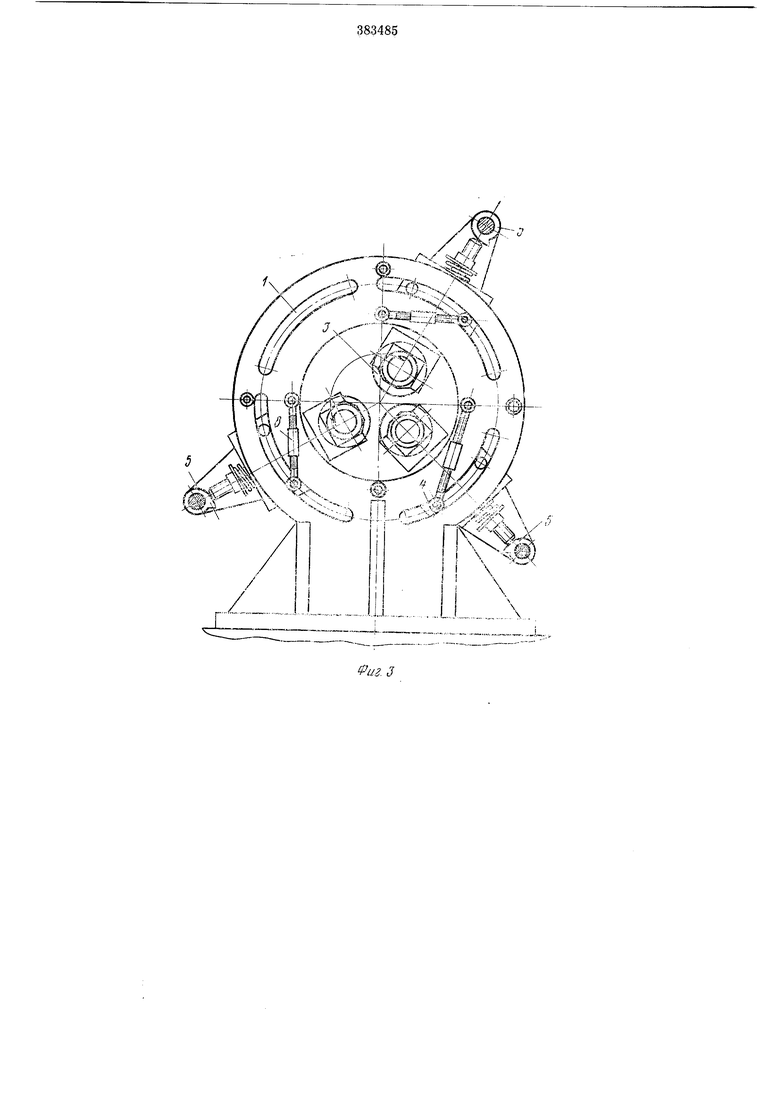
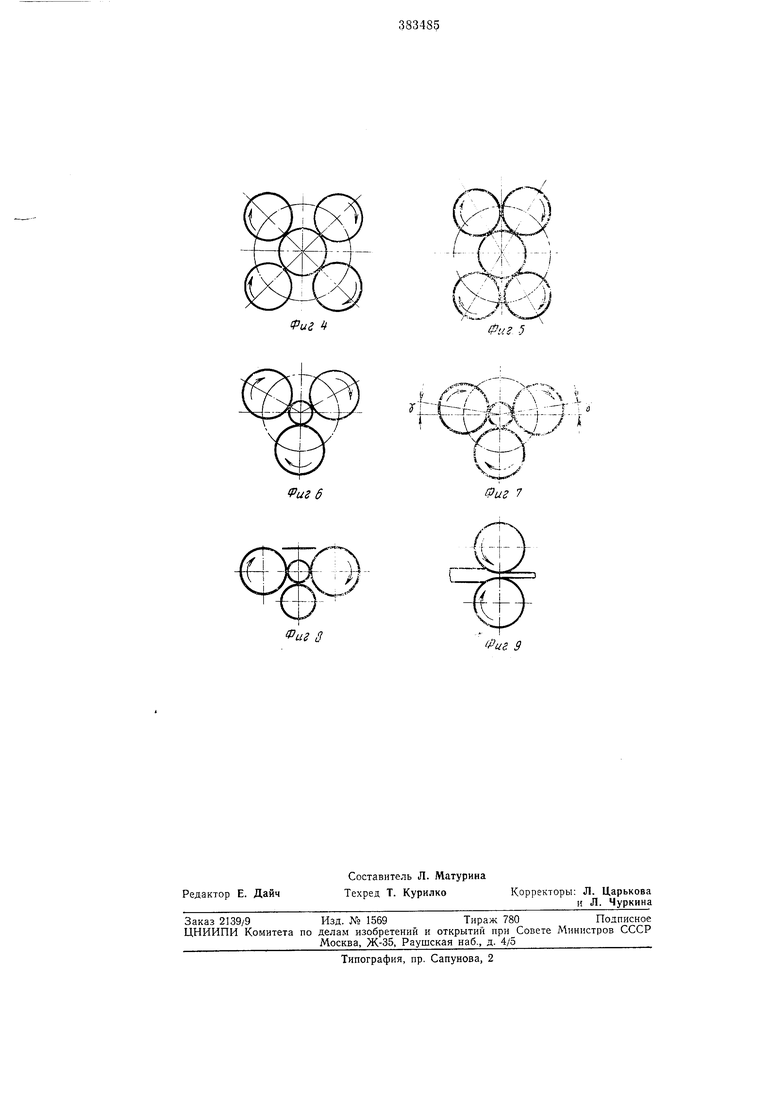
Изобретение относится к области прокатного производства. Известная рабочая клеть трубопрокатного стана включает станину с дугообразными наПравляк)щими с центром на оси нрокаткн, заКрепленные в стаНйне винтовыми тягами кассеты с нриводными валками и нажимными механизмами их установки в радиальном направлении, опоры Которых размещены в дугообразных Н1анравляюш,их, и механизмы перемещения кассет в дугообразных направляющих. Нажимные механизмы гидравлического типа, не связанные с .приводом вращения валков, не могут обеспечить равномерное обжатие заготовки всеми валками одновременно. Для создания возможности моделирования различных процессов прокатки с равномерным обжатием заготовки всеми валками одновременно в рабочей клети каждый нажимной механизм выполнен кулачкового тина с общим приводом от привода валков. На фиг. 1 показана рабочая клеть с четырьмя валками, общий вид в разрезе; на фиг. 2 - вид но стрелке А ва фиг. 1; на фиг. 3 - рабочая клеть с тремя валками, вид сбоку; на фиг. 4 - схема моделирования поперечной и нонеречно-винтовой прокатки в четырех приводных валках с углом р 90° менаду ними; на фиг. 5 - то же, но с углом р, отличным от 90°; на фиг. 6 - то же в трех приводных валках с углом 120° межДу ниМи; на фиг. 7 - то же, в двух или трех приводных валках со смещением оси заготовки относительно оси валков Ни угол у; на фиг. 8 - то же в двух приводных валках, расположенных на одной линии, с поддерживающим роликом (внизу) или направляющей линейкой (вверху); на фиг. 9-схема продольной прокатки в двух приводных ваЛках. Рабочая клеть включает станиНу с дугообразными направляющими / с центром ва оси прокатки, кассеты 2 с валками 3, приводимыми через щлиндели 4, нажимные механизмы в виде профилированных кулачков 5, приводимых через щпиндели 6 от привода валков. Кассеты опорами 7 размещены в дугообразных направл1яющих станины и с помощью винтовых тяг 8, одним концом закрепленных в станине, могут быть перемещены ио дуге для изменения угла между валками в поперечной плоскости стана. Обжатие валками 3 заготовки осуществляется за счет их перемещения при работе кулачков 5, профиль которых заранее рассчитан для необходимого закона изменения обжатия во времени. Вращение валков и кулачков осуществляется через щпивдели 4, 6 от привода стана. Предложенная клеть дает возможность исследовать прокатку по различным схемам.
Для этого лишние валки отводят в нерабочее положение, рабочие валки устанавливают под заданными углами, а лажимные кулачки выбирают соответствующего профиля. При включении привода заготовка начинает вращаться в валках и одновременно обжиматься по заданному закону, давая возможность с помощью тензометрического, оптического или других методов производить исследование напряжения деформированного состояния заготов ки и валков, а также энергосиловых параметров процесса.
Клеть позволяет моделировать продольную, поперечную и поперечно-винтовую прокатки с обеспечением полной идентичности силовых и кинематических параметров и законов их изменения с аналогичными параметрами и законами, имеющими место в соответствующих промыщленлых установках.
Работа осуществляется с образцами длиной, гарантирующей плоско-напряженнюе состояние средних поперечных сечений.
-Предмет изобретения
Рабочая клеть трубопрокатного стана, включающая станину с дугообразными ваправляющими с центром на оси прокатки, закрепленные в станине винтовыми тягами кассеты с приводными валками и нажимными механизмами их установки в радиальном направлении, опоры которых размещены в дугообразных направляющих, и механизмы перемещения кассет в дугообразных направляющих, отличающаяся тем, что, с целью создания возможности моделирования различных процессов прокатки с равномерным обжатием заготовки всеми валками одновременно, каждый нажимной механизм выполнен кулачкового типа с общим приводом от привода валков.
ill . ,. И Л- -: xi j;5:t .: I--T ---- r- . /
сРиг
Л А I
fi tbr.jLi:.:,:-i:-r4: :
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ КОСОВАЛКОВОГО СТАНА | 1973 |
|
SU380376A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| Стан для прокатки периодических профилей | 1990 |
|
SU1722631A1 |
иг S
f-uB 9
