1
Изобретение относится к области етанкостроенгш, в частности к технологическому оборудованию для производства наиильников.
Известны автоматы для обработки различных деталей, скомпонованные из расположенных в технологической последовательности загрузочных и транспортных устройств, зажимиых приспособлений и инструментальных узлов.
Предложенный автомат отличается от известного тем, что его транспортное средство выполнено в виде кинематически связанных и синхронизированных транспортеров элеваторного и шагового тииов. Это позволяет упростить подачу деталей в зажимное приспособление от загрузочного устройства, расположенного вне станины автомата и на уровне ниже уровня рабочей позицпп.
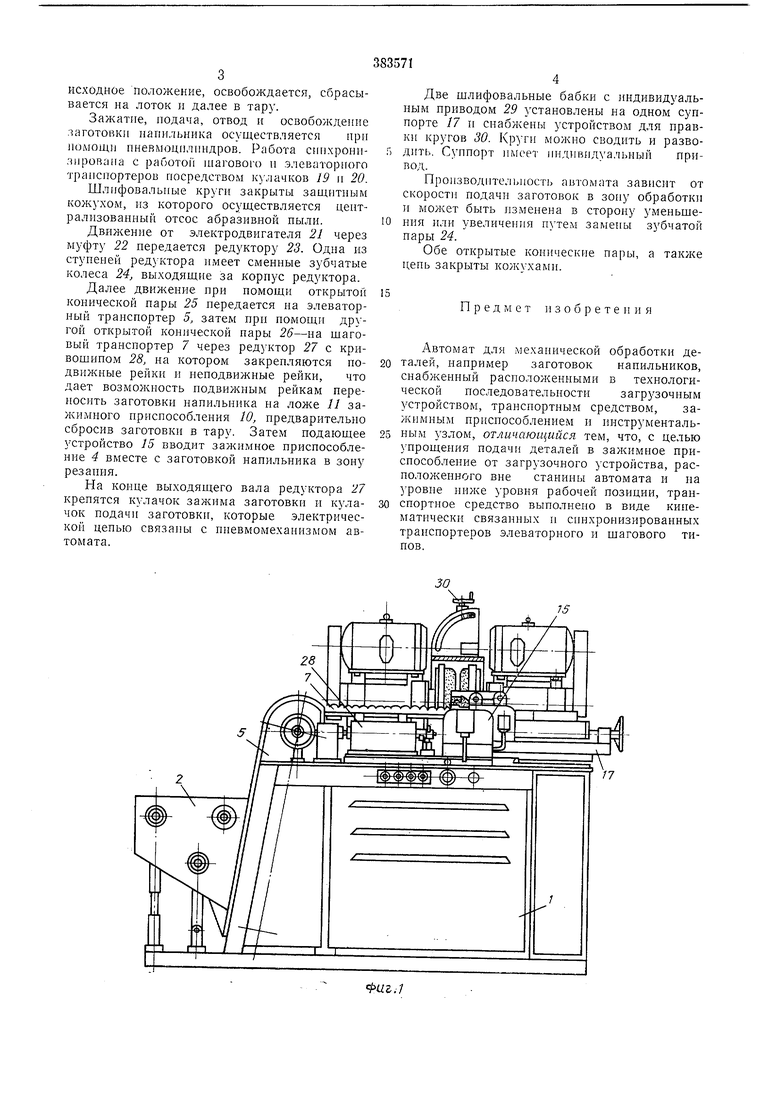
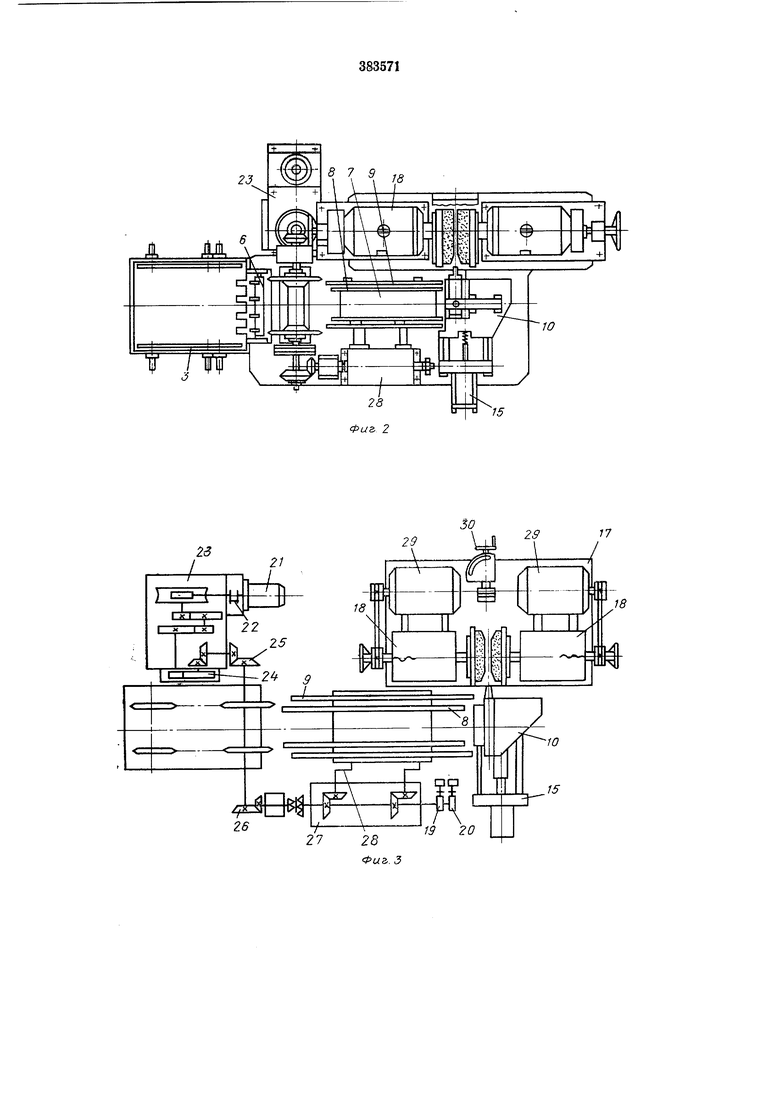
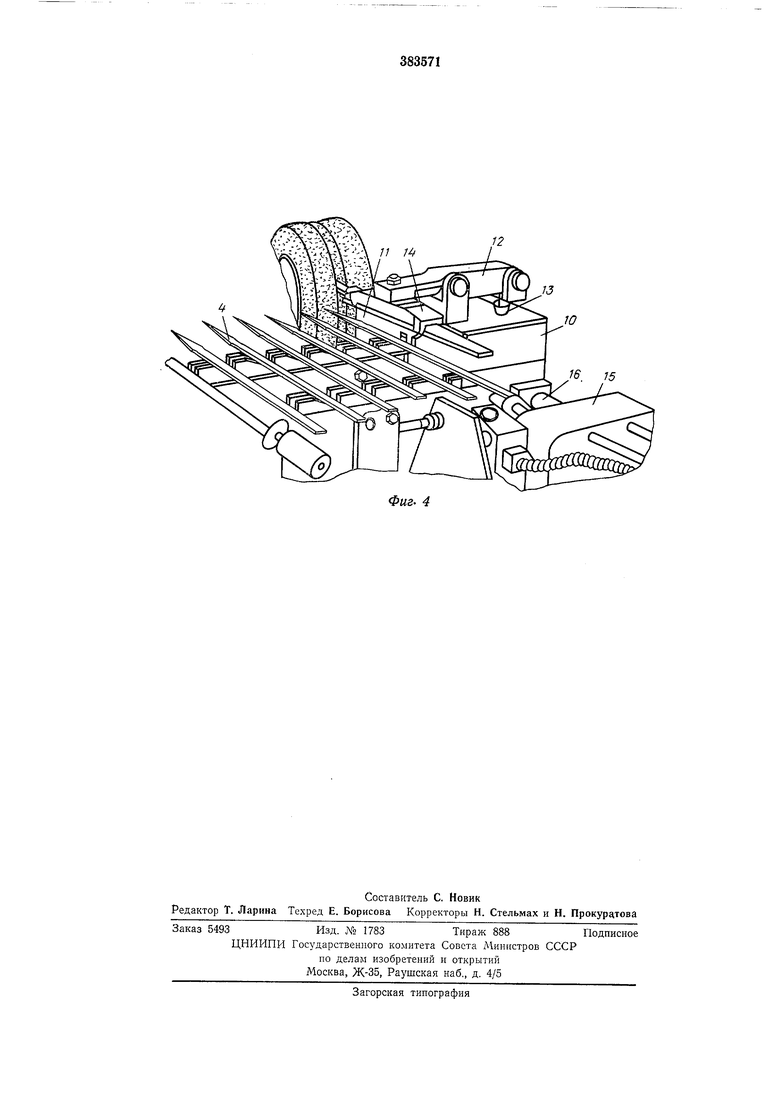
Па фиг. 1 изображен описываемый автомат, вид спереди; иа фиг. 2-то же, вид сверху; на фиг. 3-кииематическая схема автомата; на фиг. 4-вид в перспективе процесса снятия заусенцев с хвостовиков заготовок напильников на автомате.
Автомат состоит из станины Л загрззочного устройства, выполненного в виде бункера 2 с регулируемыми стенками 3, позволяющими настраивать его на различные типоразмеры обрабатываемых заготовок 4; .элеваторного транспортера о, подающего заготовки вверх, причем грузоиесущие поверхности транснортера выполнены в виде гребенок 6, имеющих на ребре форму, соответствующую
геометрш заготовки; шагового транспортера 7, состоящего из подвижных 8 и неподвижных 9 реек; зажнмиого нриспособлепия 10, выполненного в внде ложа 11, на которое кладется заготовка, и двуплечевого
рычага 12, одш конец которого связан со штоком пиевмоцилиндра 13, а другой при помощи плавающе призмы 14 зажимает заготовку; устройства 15, подающего заготовку в зону резання по направляющим 16, суппорта 17 со шлифовальными бабками 18 и шлифовальными кругами; защитного кожуха с патрубком для отсоса абразивной пыли из зоны резания.
Заготовки напильппков загружаются в
бункер 2 хвостовнкамп, нанравленмыми в сторону шлифовальных кругов. При помощи элеваторпого трапспортера 5 спецтгальпымп гребенками 6, установленными на цени, заготовки нодаются по одной па шаговый транспортер 7, который доставляет пх па ложе зажимного приспособления 10.
На ложе заготовка напильника зажимается и подающим устройством 15 подается в зону . После обработкп заготовка
наннльника вместо с ложем возвраи1,ается в исходное положение, освобождается, сбрасывается на лоток и далее в тару. Зажатие, иодача, отвод и освобождение лаготовки напильника осуществляется при 11омощи пневмоцилиндров. Работа сянхрони.iupoHiiita с paooToii шагового и элеваторного транспортеров посредством кулачков 19 и 20. Шлифовальные круги закрыты защитным кожухом, из которого осуществляется централизованный отсос абразивной пыли. Движение от электродвигателя 21 через муфту 22 передается редуктору 23. Одна из ступеней редуктора имеет сменные зубчатые колеса 24, выходящие за корпус редуктора. Далее движение нри помощи открытой конической пары 25 иередается на элеваторный транспортер 5, затем прн иомощи другой открытой конической пары 26-на шаговый транспортер 7 через редуктор 27 с кривошипом 28, на котором закрепляются нодвижные рейки и иенодвижные рейки, что дает возможность иодвижным рейкам переносить заготовки напильника на ложе // зажимного ириспособления 10, предварительно сбросив заготовки в тару. Затем подающее устройство 15 вводит зажимное приспособление 4 вместе с заготовкой напильника в зону резания. На конце выходящего вала редуктора 27 крепятся кулачок зажима заготовки и кулачок подачи заготовки, которые электрической цепью связаны с пневмомеханизмом автомата. Две шлифовальные бабки с индивидуальным приводом 29 установлены на одном суппорте 17 н снабжены устройством для правки кругов 30. Круги можно сводить и разводить. Суппорт имеет нндивндуальный привод. Производ11тел1)иость автомата зависит от скорости подачи заготовок в зоиу обработки и мож;ет быть измеиена в стороиу уменьшения или увеличения путем замены зубчатой нары 24. Обе открытые конические пары, а также цень закрыты кожухами. Предмет изобретен и я Автомат для механической обработки деталей, нанример заготовок напильников, снабженный расположенными в технологической носледовательности загрузочным устройством, транснортным средством, зажимнььм приспособлением и инструментальным узлом, отличающийся тем, что, с целью упрощения подачи деталей в зажимное приспособление от загрузочного устройства, расиоложенного вне станины автомата н на уровне ниже уровня рабочей позиции, транспортное средство выполнено в виде кинематически связанных н с н хронизированных транспортеров элеваторного н шагового типов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ ППУАВТОМАТ ДЛЯ СНЯТИЯ ФАСОК | 1968 |
|
SU232054A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| УЧЕБНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2023 |
|
RU2816474C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ ТВЕРДОСПЛАВНЫХЗУБКОВ | 1966 |
|
SU178277A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
23
21
2 9
26
Фив 4
