1
Известна экструзиоиная головка для изготовлеиия трубчатых нолимерных изделий, содержащая корНус, в котором с иомощью уиругих элемеитав установлен дориодержатель с дорном, контактирующий онорной поверхностью с оиорнюй поверхностью корпуса.
В предлагаемой головке уцругие элементы расположены симметрично относительио центральной оси дорна, например равномерно по о.круж,ности, а оиорные поверхности до,рнодержателя и корпуса .выполнены сферическими, благодаря чему обеспечивается регулирование толишны стен.ки изготавливаемых изделий, в частности многослойных труб.
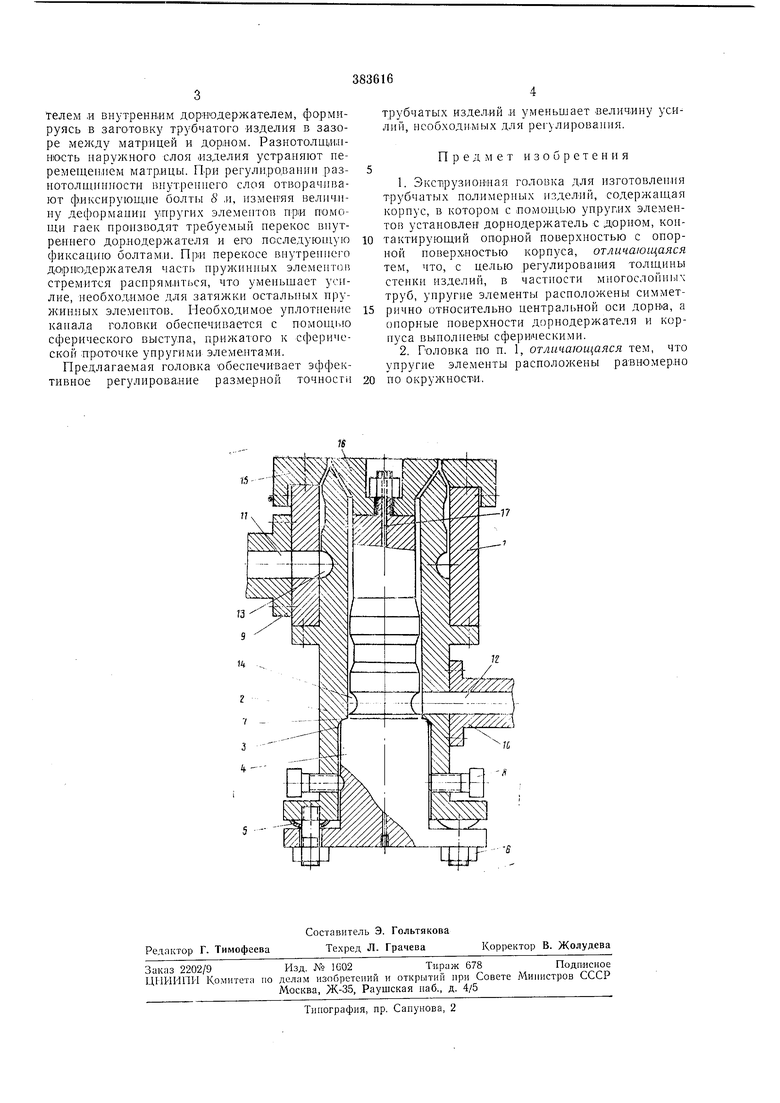
На чертеже схематично изображена предлагаемая экструзионная головка для изготовления двухслойных трубчатых лзделий.
Голо.вка для нолучения двухслойных трубjaTbix изделий и пленок содержит корпус /, в котором установлен пустотелый дорнодержатель 2, в полости которого выполнеиа сферическая проточка 3. Внутрениий ДQpiHoдepжaтeль 4 прикреплен к хвостовнку нустотелого доркодержателя через ряд упругих, например пружинных, элементов 5, прогиб которых может регулироваться гайками 6. Упругие элементы 5 установлены симетрич.ио и несоосно по отношению к дорнодержателям и могут быть расположены, например, равномерно по
2
окружности. На внутреннем дорнодержателе выполнен сферический выступ 7, прижимаемый упругим.и элементами к поверхности сферической проточки пустотелого дор:нодержателя. Болты 8 установлены в теле пустотелого дорнодержателя и служат для фиксации положения внутреннего дорнодержателя. К дорнодержателя.м .прикреплены 9 н 10 с отверстиями У/ и J2 для подвода материала от
червячных прессов. Отверст. сообщеиы с коллекторами 13 и 14, обесиечивающимл распределение материала. Канал головки образован входными отверстиями У/ и 12, коллекторами, зазорами между пустотелым дорнодержателем и соответственно корпусом и внутренннм дорнодержателем, а также формующим зазором, образован:ным маприней 15 и дорпом 16, установленным на внутреннем дор,нодержателе. Отверстие 17 для подвода воздуха, раздувающего трубчатую заготовку, выполнено во внутреннем дорподержателе. Наружные поверхиости корпуса и пустотелого дорнодержателя снабженцы нагревателями (на чертеже не изображены).
При работе червячных прессов перерабатываемые материалы, отлнчающнеся, напрнмер, цветом, поступают сответственно через входные отверстия в коллекторы и равномерно запитывают зазоры между иустотелым дорнодержателем, корнусом, пустотелым дорнодержа
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| ГОЛОВКА ЭКСТРУДЕРА | 1972 |
|
SU350593A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Головка кабельного пресса | 1976 |
|
SU596316A1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU234654A1 |
