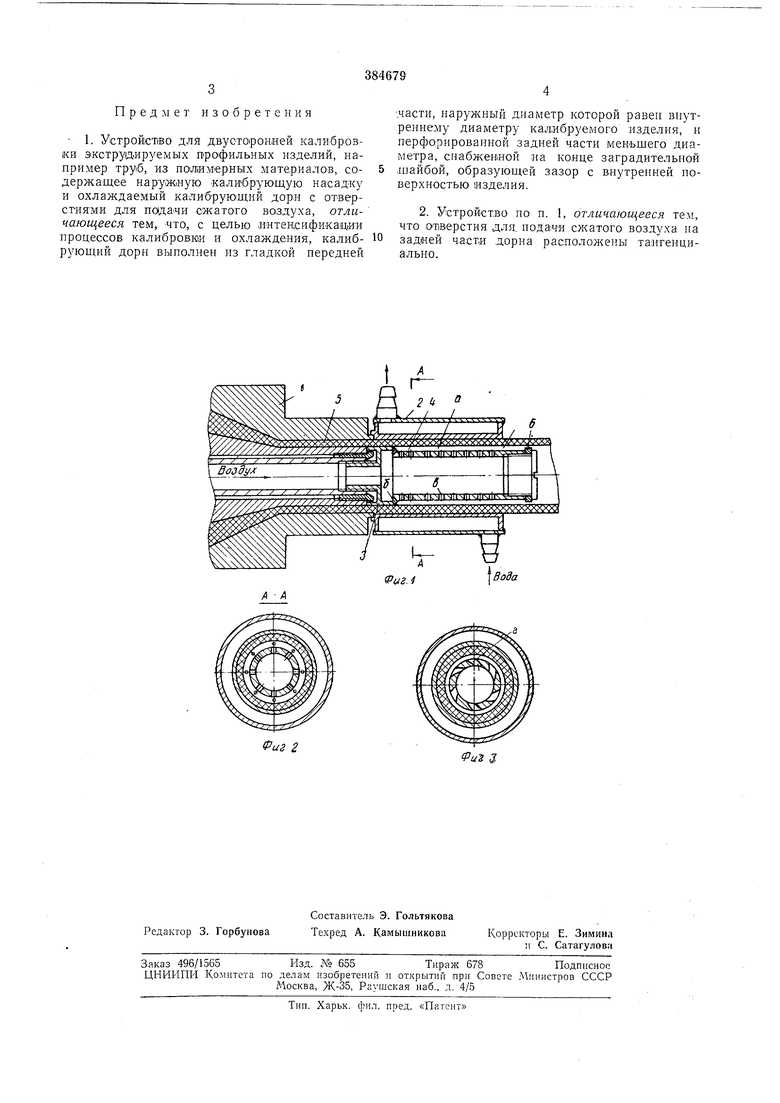
Известно устройство для двусторонней калиброаки экструди.руемых профильных изделий, например труб, .из полимерных материалов, содержаш;ее наружную калибрующую насадку и охлаЖдаемый 1калибрую1ций дори с отверстиями для нодачи сжатого воздуха. С целью И1нтенсификации .процессов калибровки и охлаждения калибрующий дорн предлагаемого устройства выполнен из двух частей разного диаметра: гладкой .передней части, наружный диаметр которой равен внутреннему диаметру (калибруемого изделия, и лерфорир01ванной задней части маньшего диаметра, снабженной на конце заградительной шайбой, образующей зазор с внутренней повер1хно1стью изделия, причем отверстия для лодачи сжатого воздуха на задней части дорна могут быть расположены тангенциа льно. На фиг. 1 изображено предлагаемое устройство, разрез: на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - дорн с тангенциально расположенными отверстиями для подачи ожат01го воздуха. Устройство содержит укрестленные на экструзионной гол01ВК€ У наружную калибрующую насадку 2 и 01хлаждаемый калибрующий дорн, выполненный из короткой гладкой передней части 3, наружный диаметр которой равен внут реннему диаметру калибруемого изделия, и длинной перфорированной задней части 4 меньщего диаметра, образующей зазор а с внутренней поверхностью трубы 5. На 1конце задней части укреплена заградительная шайба 6, диаметр которой больше диаметра задней части дорна, но меньше внутреннего диаметра трубы. Переход от передней части дорна « задней и задняя часть имеют Отверстия б и 8 для подачи сжатого воздуха. Причем, меняя соотношение сечений этих отверстий, можно изменять интенсивность охлаждения передней калибрующей части дорна, так как если больше воздуха будет вытекать через отверстия б в переходе, то калибрующая часть будет охлаждаться лучще. Благодаря заградительной шайбе в зазоре а создается давление, необходимое для лрижатия трубы к насадке. Зазор между трубой и заградительной шайбой не препятствует интенсивному обмену воздуха и не усложняет продесс экструзии. Для увеличения интенсивности охлаждения внутренней поверхности трубы и создания давления за счет центробежной силы воздуху может быть сообщено вращательное движение, для чего задняя часть дорна снабжается тангенциально расположенными отверстиями г. Калибрующая часть дорна в этом случае охлаждается тем же воздухом.
Предмет изобретения
1. Устройство для двусторонней калибровз и экструиируемых профильных нзделий, например труб, из пошимерных материалов, содержащее наружную калибрующую насадку и охлаждаемый калибрующий дорн с отверстиями для подачи сжатого во;здуха, отличающееся тем, что, с целью интенсификации процессов калибровки и охлаждения, калибрующий дорн выполнен из гладкой передней
.части, нарул :ный диаметр которой равен внутреннему диаметру калибруемого изделия, и перфорированной задней части меньшего диаметра, снабжешюй на конце заградительной шайбой, образующей зазор с внутренней поверхностью изделия.
2. Устройство по п. 1, отличающееся тем, что отверстия для. подачи сжатого воздуха на задней части .дерна расположет ы таатгенциально.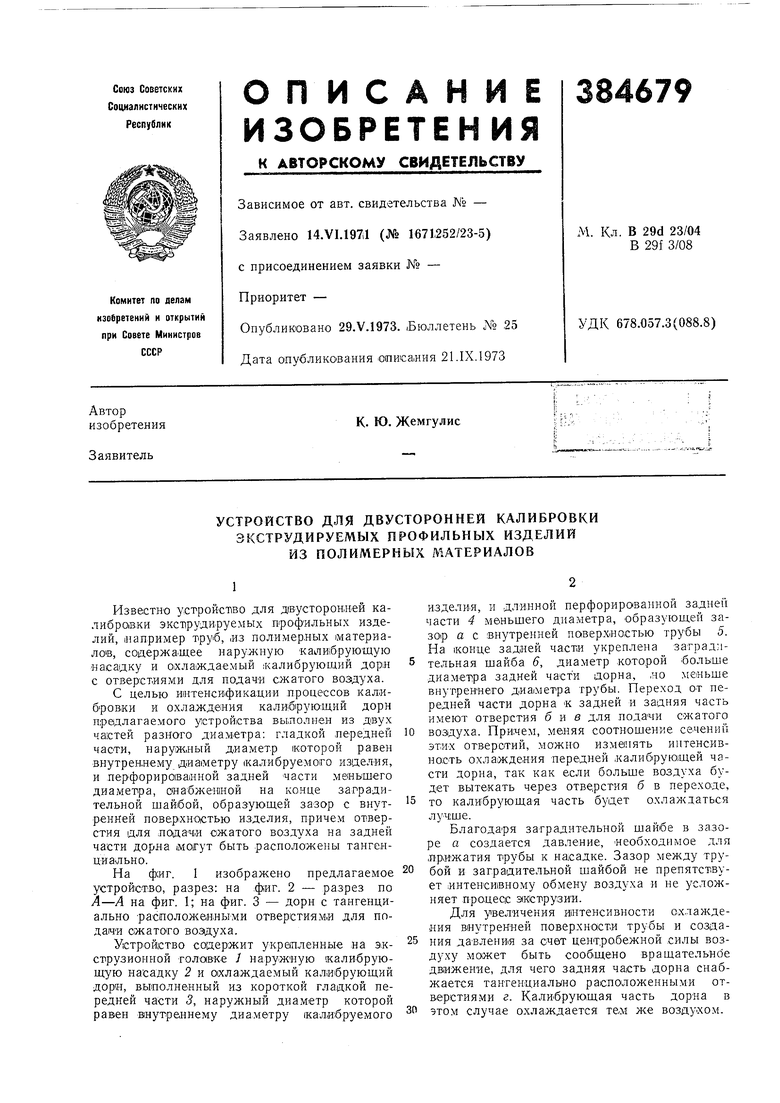
Фиг. 4
Фаг 2
Фи-i J
