Изобретение относится к области сварки труб токами высокой частоты (ТВЧ) в сварочных устройствах с индукционным способом подвода энергии в свариваемые кромки трубной заготовки.
Известен сиособ сварки труб ТВЧ, по которому индуктор устанавливают с определенным зазором относительно трубной заготовки. Отрицательное влияние на стабильность режимов сварки оказывают параметрические возмущения, обусловленные колебаниями толщины исходной трубной aaroTOBKii и смещениями точки или угла схождения кромок вследствие разброса в состоянии их поверхности, податливости узлов опорных валков, биений и т. п.
Одной из характерных особенностей процесса сварки является то, что возмущения, вызван 1ые колебаниями толщины щтрипса, имеют замедленный, монотонный характер. Величину и направленность подобных возмущений можно заранее предусмотреть путем, например, замера отклонений толщпны щтрипса от номинала. Динамические характеристики известных регуляторов позволяют нейтрализовать действие этих возмущений.
В то же время смещения точки схождения кромок связаны с наиболее сложными и быстропротекающими процессами формирования зоны нагрева кромок. Величину и направлепность действия дашюго позмущопия заранее предусмотреть невозможно, а ди гамические характеристики известных регуляторов не обеспечивают стабнлизацию режима сварки при такого рода возмущениях.
Целью изобрете1П1я является поньиненне качества сварных соединенщ : при производстве сварных труб. Это достигается тем, что для нейтрализации возмущений, обусловленных смеп1ениями в процессе сварки точки схождения кромок трубной заготовки, зазор между индуктором и трубной заготовкой уста.авливают экстремальным из условия нолучения не1 зменного режнма нагрева кромок в процессе смещений нх точки схождения таким
dQ ,,
ппи . о ооразом, что при ,,- U зазор -вел1гп ваdeют, а при ,. 0 зазор уменьшают (в -
температура nisa; /д. - расстояние от индуктора до точки схождения кромок).
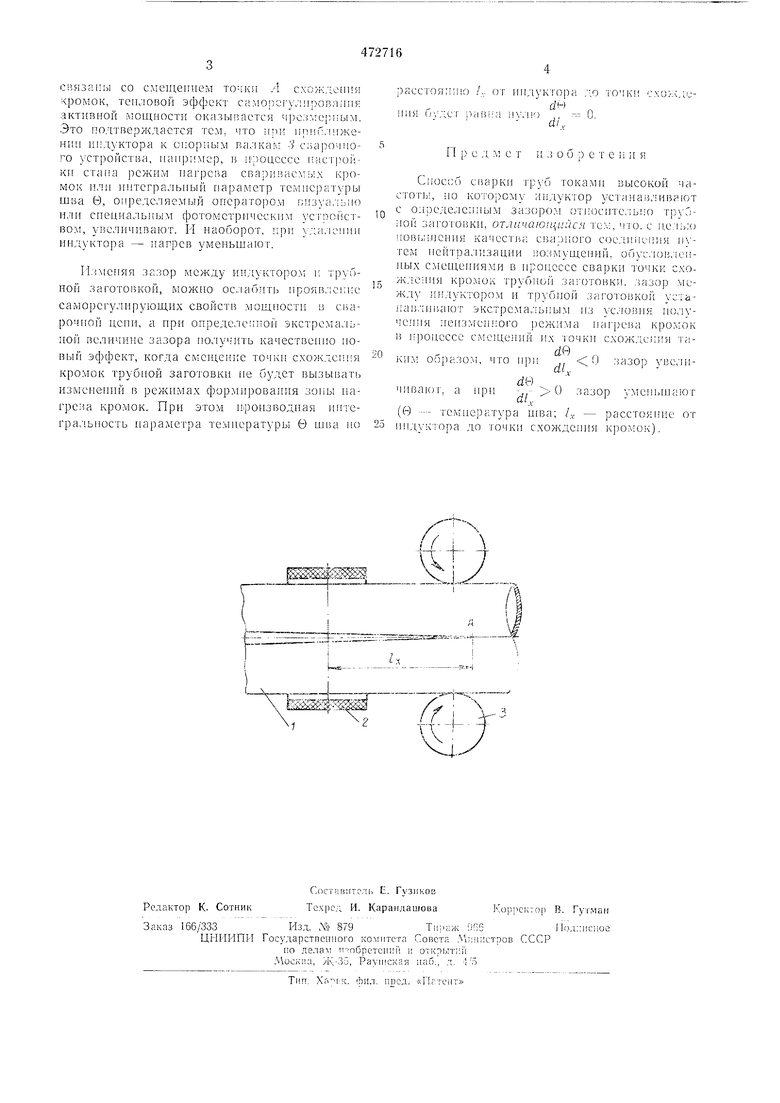
Способ поясняется чертежом.
Прн М1 нималыю возможном зазоре между кромками трубной заготовки / и индуктором 2 маг1П тные иоля рассеяния индуктора оказываются также минимальнымн, что способствует более сильному проявлеиню саморегул 1рующих свойств сварочной цепи. Однако по отношению к возмущениям, которые связаны со смещением точки .4 схождения кромок, тепловой эффект са орегу;1 1рог5П 1ия активной мощности оказывается ч),. Это подтверждается тем. что и)к нрнГ:л же-пип индуктора к cnopiibiM ва;1кам 3 c;iap04HOго стройст15а, например, в и)oцecce nacTpoiiкн CTaiia кжим нагрева сваршзаемых кромок пли интегральный параметр темне)атуры шва G, оиредсляелтв1Й оператором п з а-льн() млн епепиальным фотометр1П1ескнм устпоГет1ЮМ, увеличивают. li наоборот, при уда.леиии индуктора - нагрев уменьшают. 1 :п1еняя зазор между индуктором i-i трупион заготог кой, можно ослабить нроявлспж; caMOpei-улнрующих свойств мощности и сварочной денн, а нри определеппой экстремальной величине зазора нолучить качественно новый эффект, когда смещение точкн схождения кромок трубной заготовки не будет вызьпзать изменений в режимах формирования зоны нагреза кромок. При этом Нронзводная иитегра. ьность параметра темнературы В HHUI но Сьоесб сварки труб токами высокой чаCTOTiji, по которому индуктор устанавливают с одределеппым зазором OTHOcirre.ibHO Т1)бпой заготовкп, от тичающийся тем, тю. с п,ель:() Н015ь;п1еипя KanecTiia cBajiioro соедин1чп я п тем пейтоадизаипп зозмущепий, обус,1ои;1ениых с.мендеииями в нроиессе сварки точки схождения кромок чрубной заготовки, зазор между индуктором и трубной заготовкой уетаиав.швают экстре: 1а;1Ы1ым пз условия получс.чпя непзменного )ежима нагрква кромок в иропеесе смещений нх точки схожидиш тай9 ..... чивают. а нри - - ; d/. (в -- темпе1)атура ипза; /д. - расстояпие от 1П1дуктора до точки схождепия кромок).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ СВАРКИ ТРУБ | 1973 |
|
SU385691A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
