1
Изобретение может быть использовано в деревообрабатывающей промышленности.
Известная линия калибрования у1Йстовы.х материалов по толщине, напримердревесностружечной плиты, включающая последовательно установленные напольный роликовый транспортер, станки для торцового фрезерования и шлифования, промежуточные транспортеры и укладчик, не обеспечивает равномерного снятия стружки с обеих сторон щита.
Для обеспечения равномерного снятия стружки с обеих сторон щита в предлагаемую линию встроены автоматический питатель и дополнительный станок для торцового фрезерования, перед которым установлен кантователь, а |Над транспортером в промежутке между кантователем и фрезерным станком смонтированы подпружиненные ролики, причем для облегчения и упрощения обслуживания и настройки линии промеж точные транспортеры выполнены съемными.
Кроме того, перед укладчиком над транспортером установлена с возможностью регулирования по толщине щита жесткая опорная плита, что позволяет удерживать щит в положении, близком к горизонтальному, на всем пути движения по промежуточному транспортеру.
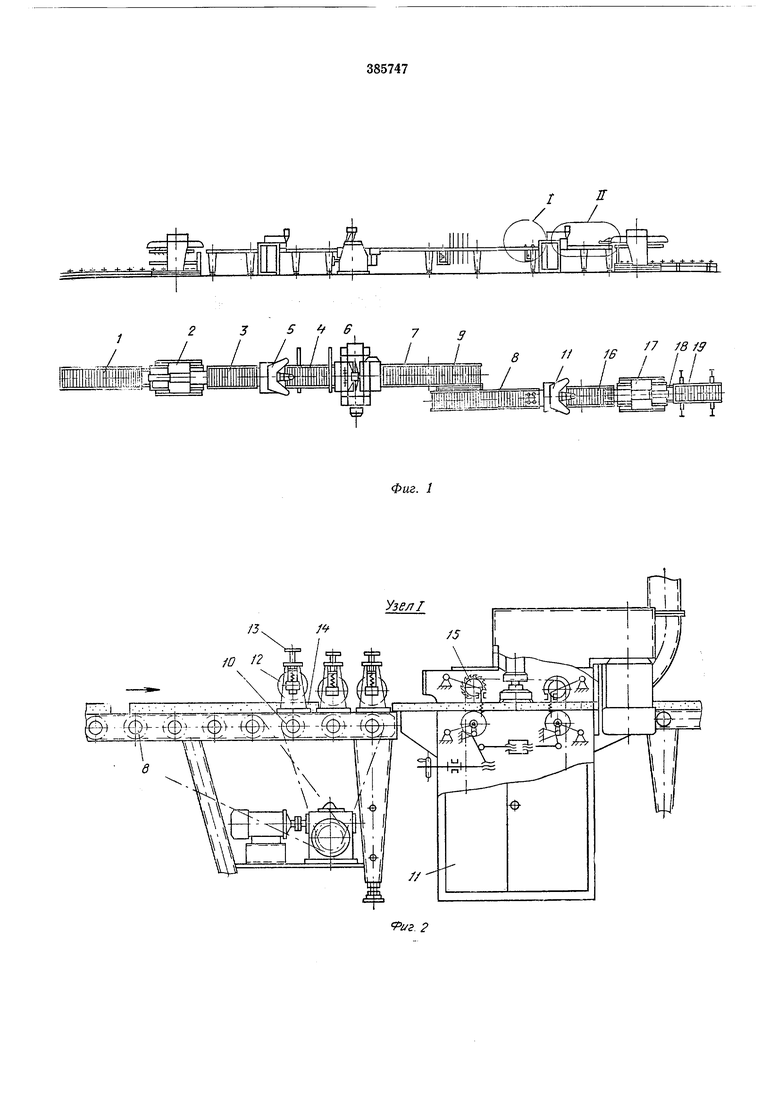
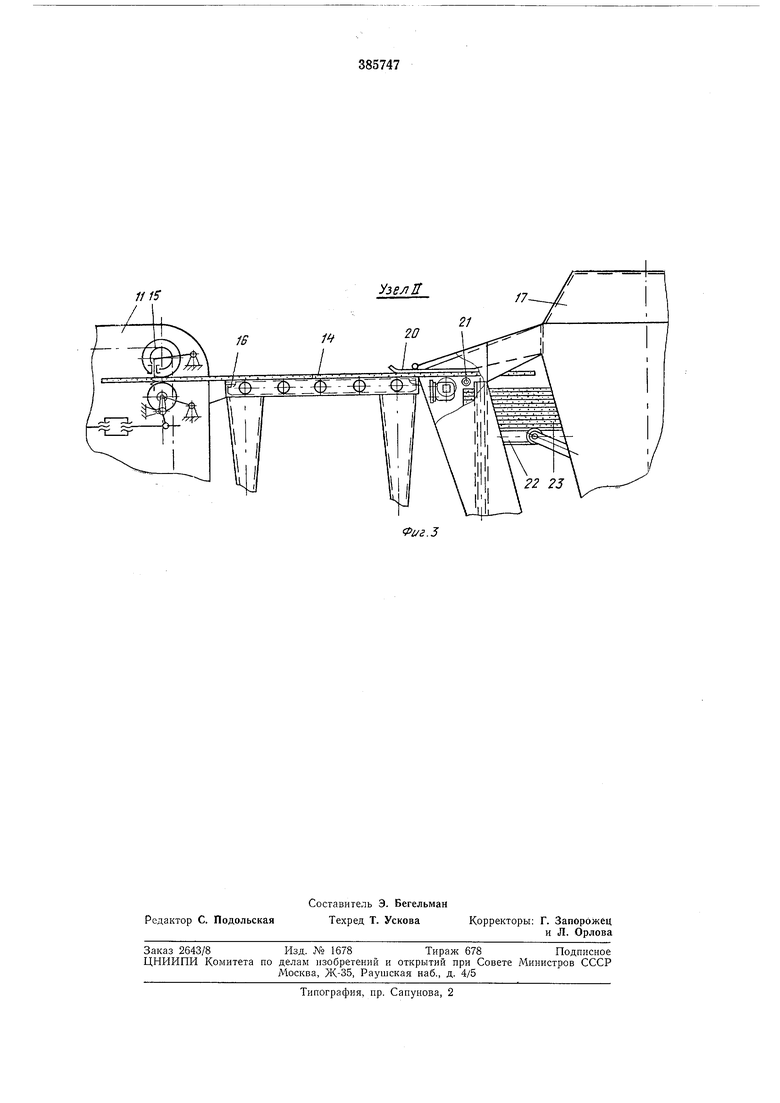
На фиг. 1 изображена описываемая линия в двух проекциях; на фиг. 2 - взаимное расположение транспортера разгона, подающих и подпружиненных роликов и второго станка для торцового фрезерования; на фиг. 3 - взаимное расположение второго станка для торцового фрезерования, промежуточного транспортера и укладчика с жесткой опорной плитой.
Линия состоит из напольного роликового транспортера /, автоматического питателя 2
для подачи листовых материалов, съемных промежуточнь1х транспортеров 3 -0. 4, станка 5 для торцового фрезерования, двухбара|банного шлифовального станка 6 с верхним расположением шлифовальной ленты, транспортеров 7 и S разгона, оси которых расположены параллельно и смещены по отношению друг к другу и между которыми установлен кантователь 9 для перекладки щитов с транспортера 7 на транспортер 8 с одновременным
разворотом их на 180° вокруг продольной оси. Скорость подачи транспортеров 7 и S разгона превышает скорость подачи линии примерно в два раза. На транспортере 8 три последних по ходу движения щита ролика 10
имеют скорость подачи, одинаковую со скоростью подачи второго станка 11 для торцового фрезерования. Над приводными роликами 10 установлены подпружиненные ролики 12, усилие прижима которых регулируется
настроечным винтом 13. При этом усилие прижима на первом по ходу движения щита 14 ролике 12 устанавливается минимальным и с таким расчетом, чтобы .скорости движения щита по транспортеру 8 было достаточно для надежного входа щита под первый подпружиненный ролик. Усилие прижима на втором и третьем ролике лоследовательно увеличивают и доводят до усилия, обеспечивающего надежную подачу щита 14 в механизм подачи It) станка 11. За станком 11 установлен промежуточный, транспортер 16 и укладчик 1/ щитов с напольным роликовым транспортером 16 и траверсной тележ1кой 1У, служащей для передачи щитов, калиброванных по толщине, на дальнейшую обработку. Для удержания щитов 14 в положении, близком к горизонтальному, на всем пути движения по промежуточному транспортеру 16 установлена жесткая опорная плита 2iJ. Последняя установлена на станине укладчика 17 с возможностью регулирования по толщине пропускаемых на линии щитов 14. ha станине укладчика 1/ установлено фотореле 21, которое дает команду на включение и вы ключёние привода опускания платформы 2, на которои формируется стопа 23 калиброванных .Промежуточные транспортеры 3, 4 к 16 изготовлены легкосъемными, что значительно облегчает настройку при замене режущего инструмента и шлифовальной ленты, а также упрощает обслуживание станков 5, 6 и //. ./1иния работает следующим образом. Стопу ЩИ10В устанавливают, например, электропогрузчиком иа напольной роликовый транспортер /, включают привод, и стопа щитов поступает в автоматический питатель 2, который подает по одному щиту из стопы, имеющей отклонение от прямоугольной формы в на промежуточный доперечном сечении. транспоргер 3. атем благодаря усилию подачи приводных подающих роликов питателя 2 поступают в механизм подачи стянкя Ь л ля топповпго (Ьпезепования Пепея станка о для торцового фрезерования. Перед подачей на ооработку щиты подсортировывают по толщинам, а станок 5 настраивают на съем толщины стружки, равной половине размера припуска минус толщину стружки, снимаемой на шлифовальном станке 6. Пройдя станки 5 и 6, соединенные между собой промежуточным транспортером 4, щит попадает на транспортер 7, по которому движется с вдвое большей скоростью. Это нужно для уменьшения времени, необходимого для входа щита в лопасти кантователя 9 по транспортеру 7 и выхода его из лопастей кантователя 9 по транспортеру 8. Двигаясь по транспортеру 8 щит 14 входит в зазор между подпружиненным роликом 12 и рааположенным под ним приводным роликом 10. Усилие прижима выбрано таким, что оно гарантирует вход щита 14 под ролик 12 за счет инерции. На последующих парах прижимных и подающих роликов усилие прижима последовательно возрастает, благодаря чему щит 14 надежно входит в механизм подачи 15 станка 11. Выходя из станка //, щит подается механизмом подачи 15 по промежутоЧному транспортеру 16 в зазор между роликами транспортера 16 и жесткой опорной плитой 20. Последняя удерживает щит в положении, близком к горизонтальному, благодаря чему последующий щит не может попасть под предыдущий. Пройдя последний ролик, щит ложится в стопу 23 и перекрывает луч фотореле 21. Фотореле включает привод платформы 22, и она опускается на толщину одного щита. Цикл повторяется до набора полной высоты стопы 23. После этого включают привод на-.„ ольного роликового транспортера 18, и стопа щитов выкатывается на траверсную тележку 19, подающую щиты на дальнейшую обработку. Предмет изобретения 1. Линия калибрования листовых матерИНлов по толщине, например древесно-стружечной плиты, включающая последовательно установленные напольный роликовый транспортер, станки для торцового фрезерования и шлифования, промежуточные транспортеры и укладчик, отличающаяся тем, что, с целью обеспечения равномерного снятия стружки с ..,.. ,......... .,.,....,. . сторон щита, в линию встроены автоматическии питатель и дополнительный ста ля торцового фрезерования, перед котоР ™ установлен кантователь, а над транспорпромежутке между кантователем и фр ернымЧтанком смонтированы подпружиненные ролики. 2. Линия по п. 1, отличающаяся тем, что, с целью облегчения и упрощения обслуживания и настройки линии, промежуточные транспортеры выполнены съемными. 3. Линия па П1П. 1, 2, отличающаяся тем, что, с целью удержания щита в положении, близком к горизонтальному, на всем пути движения по промежуточному транспортеру. перед укладчиком над транспортером установлена с возможностью регулирования по толщине щита жесткая опорная плита.
. J. J- J. J- 4
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| ЗМАЯ Ж. Г. Кан, Л. Н. Карабазов, М. Я. Кобылинский, Л. Л. Мижевский. П. И. Марчук, А. А. Макаров, Е. Н. Нестеров, В. И. (Ш.е^Ш'^^-"^- 1Л М. П. Рашкович, В. В. Рагулин, Г. Б. Спокойный и А. В. "Йданн : ; •• •! '* Специальное конструкторское бюро № 3 Государственного 1^мч,т^та по машиностроению при Госплане СССР ' U!!*!^ | 1966 |
|
SU178970A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Устройство для фрезерования криволинейных деревянных заготовок | 1981 |
|
SU979106A1 |
-L-.. --;::
Фиг. 1 /3 fg Узе Л И i:
