Изобретение относится к электротехнической промышленности, в частности к оборудованию для производства ламш накаливания общего назначения, и .предназначено для изготовления стеклоизоляторОВ к цоколям.
Известны полуавтоматы карусельного типа, периодического действия ДЛ1Я заливки стеклоизоляции непосредственно в цоколь, технологическая операция на 1которых выполняется в момент остановки карусели, а время перевода (вращения) карусели является холостым ходом.
Основными недостатками этих полуавтоматов является малая производительность, ручная загрузка и выгрузка цоколей, частая остановка для загрузки. Увеличение производительности полуавтоматов для изготовления стеклоизоляторов непосредственно в цоколе ведет к росту габаритов, веса, мОМентов инерции. Сокращение времени холостого хода приводит к росту скоростей и ускорений подвижных частей и лимитируется возникающими инерционными усилиями.
Целью изобретения является обеспечение производительности, шревыщающей в несколько раз производительность полуавтоматов по заливке стеклоизоляции непосредственно в цоколь, автоматизация всех технологических операций по изготовлению стеклоизоляторов.
а также увеличение скорости и уменьщение инерционности подвижных элементов.
Предложенный автомат выполнен в виде конвейера с четырьмя звездочками, на одной из которых смонтирован, по крайней мере, один механизм загрузки контактных пластин, на другой - мехаяизм загрузки стекла, и на двух остальных,- по крайней мере, по одному щтампующему механизму, причем указанные
звездочки связаны ценью, способной непрерывно двигаться с постоянной скоростью, на которой установлены указанные позиции матрицы и устройство для выгрузки, например, в виде кулака.
С целью обеспечения бесперебойности загрузки стекла в позиции-матрицы указаиный механизм загрузки стекла снабжен дозатором Б виде диска с отверстиями и неподвижным ножом.
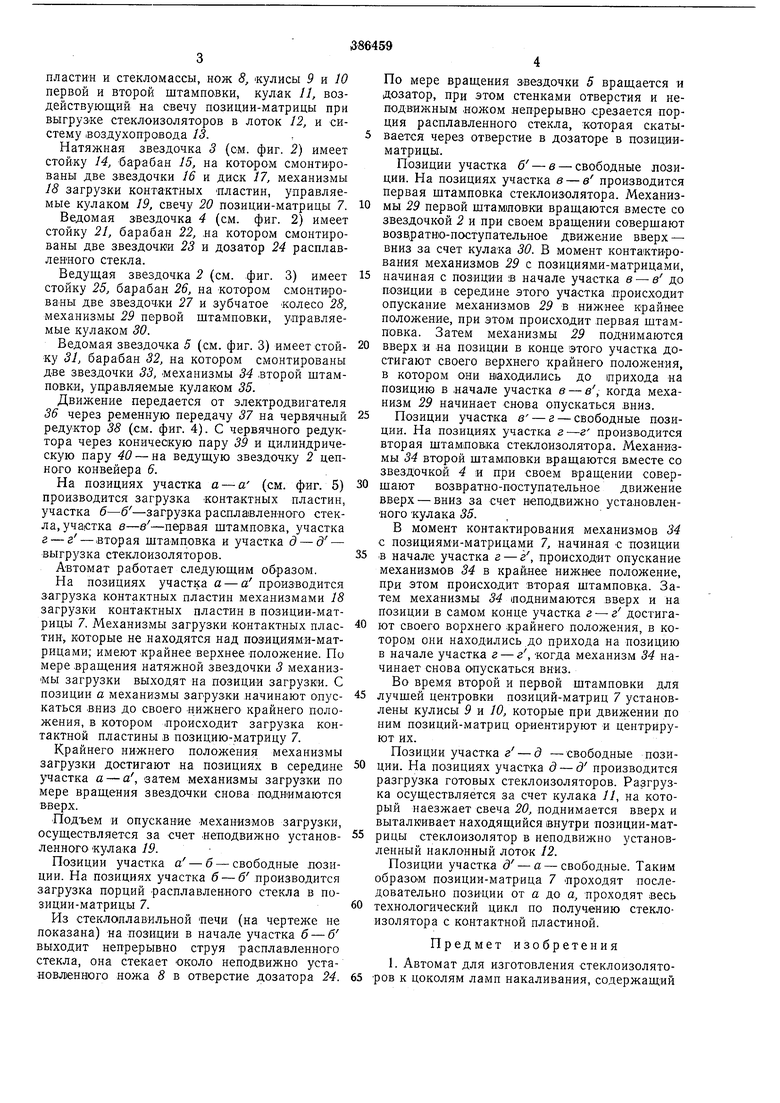
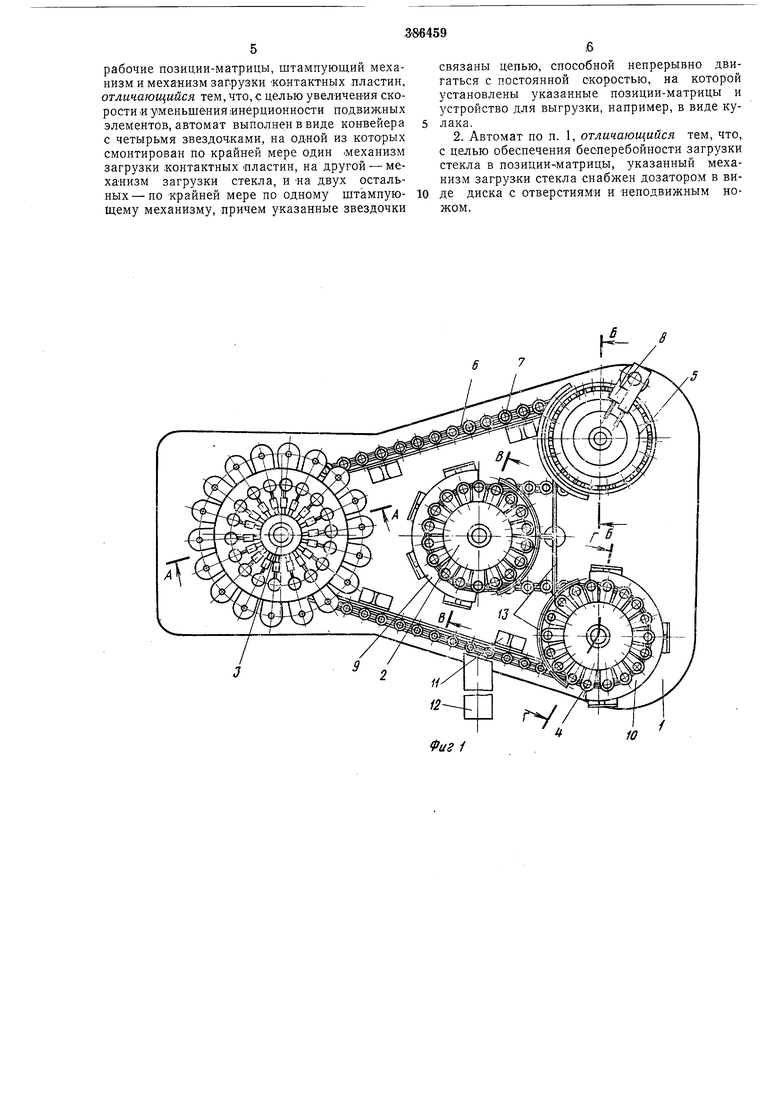
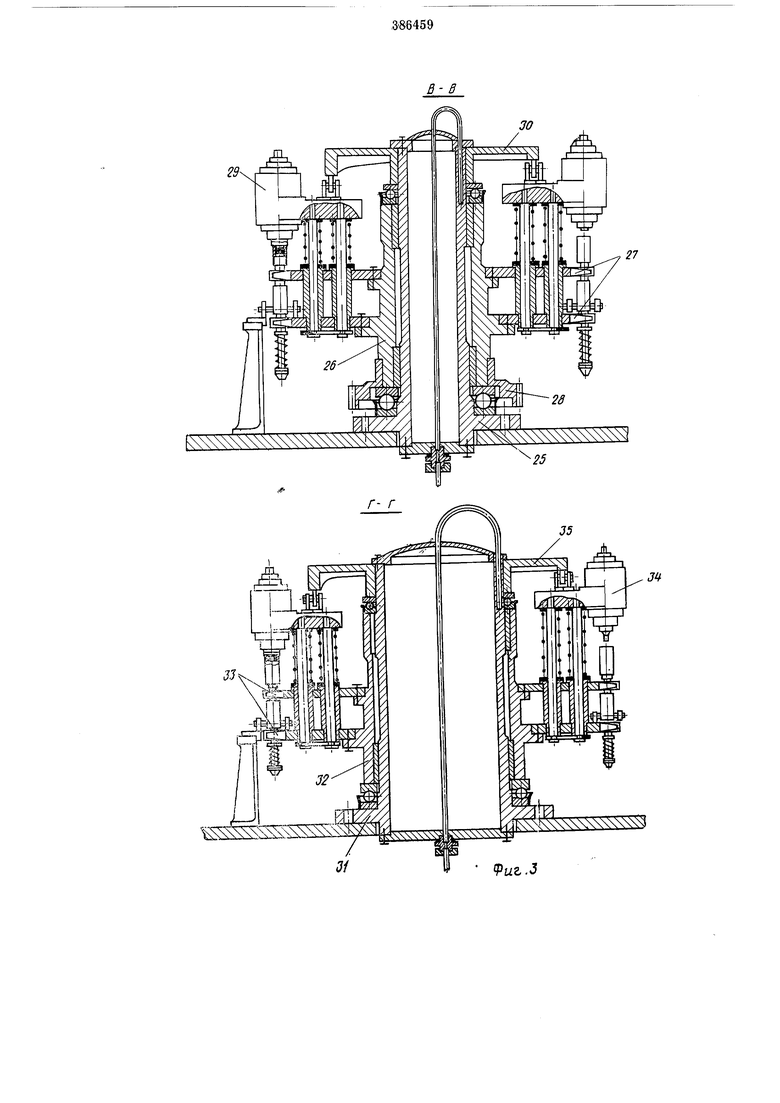
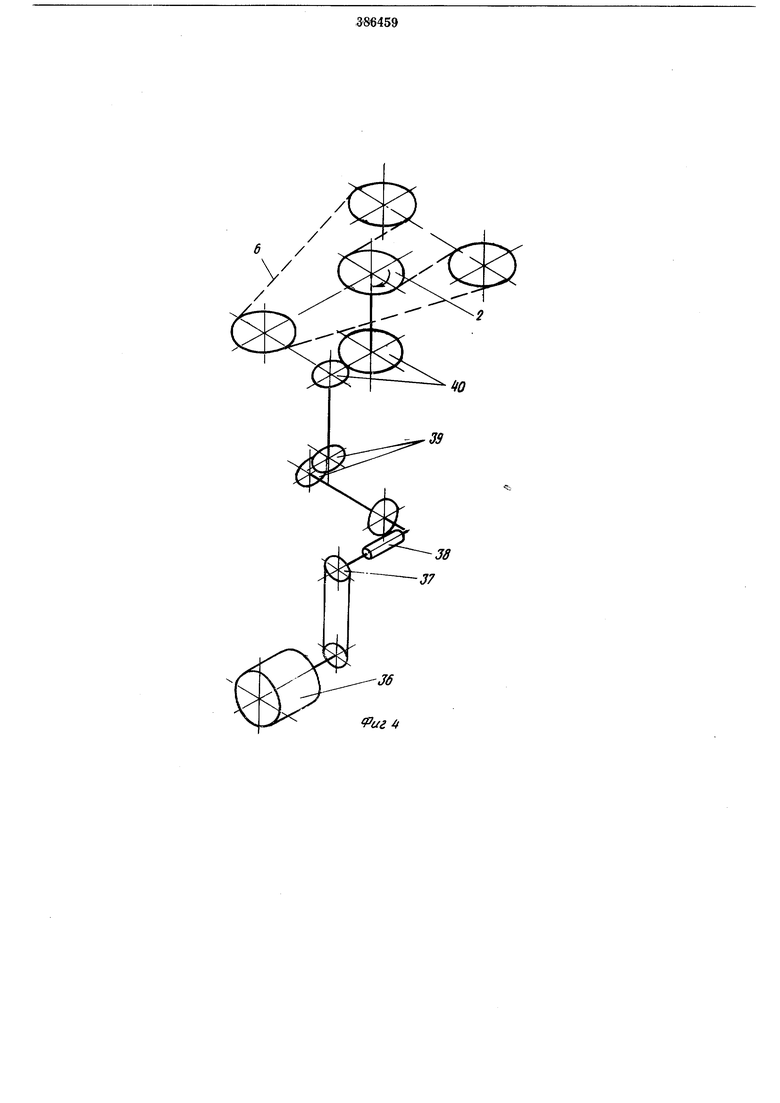
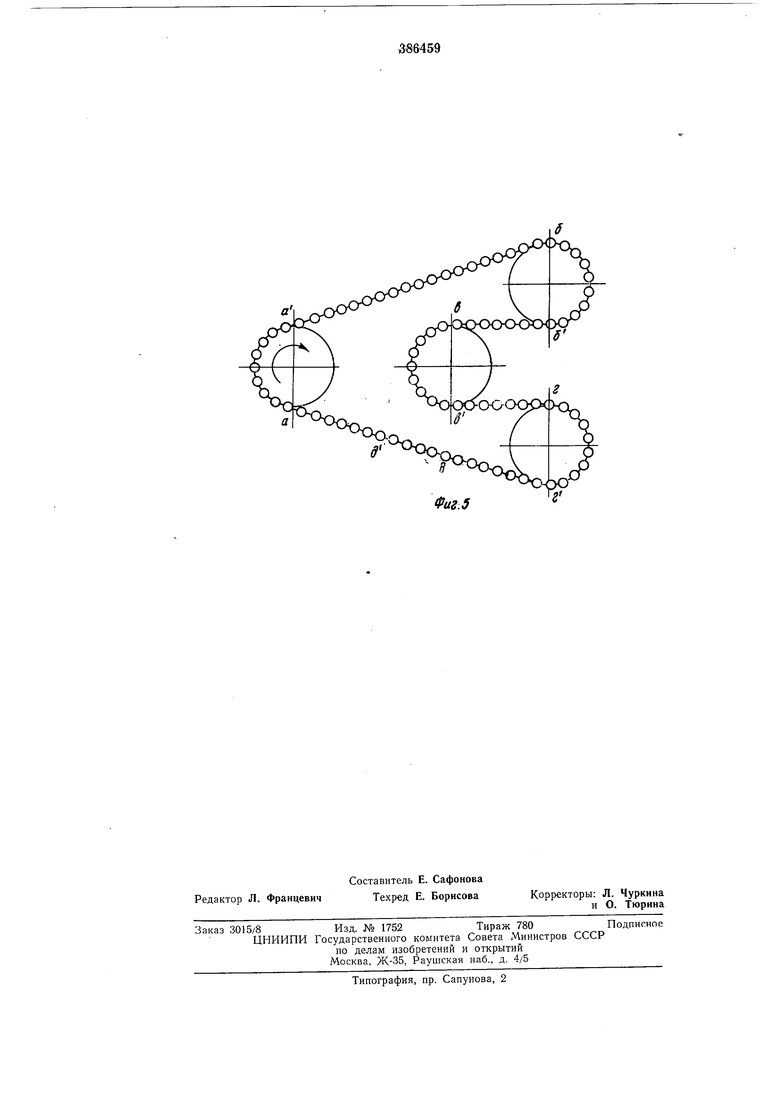
На фиг. 1 -показан предложенный автомат; на фиг. 2 - то же, разрезы по Л - А к Б - Б на фиг. 1; на фиг. 3 - то же, разрезы по В - В и Г - Г на фиг. 1; на фиг. 4 - кинематическая схема автомата; на фиг. 5 - технологическая схема автомата.
Автомат имеет стол /, на котором смонтированы ведущая 2, натяжная 3 и ведомые 4 и 5 звездочки, приводящие в движение цепь 6 с закрепленными ,на ней позициями-матрицами 7 для приема (загрузки) контактных
пластИН и стекломассы, нож 8, «улисы 9 и 10 первой и второй штамповки, кулак //, воздействующий на свечу позиции-матрицы при выгруЗКе стеклоизоляторов в лоток 12, и систему (Воздухопровода 13...
Натяжная звездочка 3 (см. фиг. 2) имеет стойку 14, барабан 15, на котором смонтированы две звездочки 16 и диск 17, механизмы 18 загрузки контактных пластин, управляемые кулаком 19, свечу 20 позиции-матрицы 7.
Ведомая звездочка 4 (см. фиг. 2) имеет стойку 21, барабан 22, ,на котором смонтированы две звездочйи 23 и дозатор 24 расплавленного стекла.
Ведущая звездочка 2 (см. фиг. 3) имеет стойку 25, барабан 26, на котором смонтированы две звездочки 27 и зубчатое -колесо 28, механизмы 29 первой щтамповки, управляемые кула-ком 30.
Ведомая звездочка 5 (см. фиг. 3) имеет стойку 31, барабан 32, на котором смонтированы две звездочки 33, механизмы 34 второй штамповки, управляемые кулаком 35.
Движение передается от электродвигателя 36 через ременную передачу 37 на червячный редуктор 38 (см. фиг. 4). С червячного редуктора через коническую пару 39 и цилиндрическую пару 40 - на ведущую звездочку 2 цепно-го конвейера 6.
На позициях участка а - а (см. фиг. 5) производится загрузка контактных пластин, участка б-б-загрузка расплавленного стекла, 0-в-первая штамповка, участка г - г - вторая штамповка и участка д - д - выгрззка стеклоизоляторов.
Автомат работает следующим образом.
На позициях участка а - а производится загрузка контактных пластин механизмами 18 загрузки контактных пластин в позиции-матрицы 7. Механизмы загрузки контактных пластин, которые не находятся над позициями-матрицами; имеют крайнее верхнее-положение. По мере .вращения натяжной звездочки 3 механизмы загрузки выходят на позиции загрузки. С позиции а механизмы загрузки начинают опускаться вниз до своего нижнего крайнего положения, в котором .происходит загрузка контактной пластины в позицию-матрицу 7.
Крайнего нижнего положения механизмы загрузки достигают на позициях в середине участка а - а , затем механизмы загрузки по мере вращения звездочки снова поднимаются вверх.
Подъем и опускание -механизмов загрузки, осуществляется за -счет неподвижно установленно-го кула-ка 19.
Позиции участка а - б - свободные лозиции. На позициях участка б - б производится загрузка порций расплавленного стекла в позиции-матрицы 7.
Из стеклоплавильной печи (на чертеже не показана) на ПОЗЕЦИ-И в начале участка б - б выходит непрерывно струя расплавленного стекла, она стекает около неподвижно установленного ножа 8 в отверстие дозатора 24.
По мере вращения з-вездочки 5 вращается и дозатор, при этом стенками отверстия и неподвижным ножом непрерывно срезается порция расплавленного стекла, которая скатывается через отверстие в дозаторе в позицииматрицы.
Позиции участка б - в - свободные лозиции. На позициях уча-стка в - в производится первая штамповка стеклоизолятора. Механизмы 29 первой штамиовки вращаются вместе со звездочкой 2 и при своем вращении совершают возвратно-поступательное движение вверх - вниз за счет кулака 30. В момент контактирования механизмов 29 с позициями-матрицами, начиная с позиции IB начале участка в -в до позиции в середине этого уча-стка происходит опускание механизмов 29 в нижнее крайнее положение, при этом происходит первая щтамповка. Затем механизмы 29 поднимаются вверх и на позиции в конце этого участка достигают своего верхнего крайнего положения, в котором они находились до прихода на позицию в начале участка в - в , когда механизм 29 начинает снова опускаться .вниз.
Позиции участка в - г - свободные позиции. На позициях участка г-г производится вторая штамповка стеклоизолятора. Механизмы 34 второй штамповки вращаются вместе со звездочкой 4 и при своем вращении совершают возвратно-поступательное движение вверх - вниз за счет неподвижно уста.новленного кулака 55.
В момент контактирования механизмов 34 с позициям-и-матрицами 7, начиная -с позиции -в начале участка г - г , происходит опускание механизмов 34 в крайнее нижнее положение, при этом происходит вторая штамповка. Затем механизмы 34 тодн-имаются вверх и на позиции в самом конце участка г - г достигают своего ворхнего крайнего пол-ожения, в котором они находились до прихода на позицию в начале участка г - г , когда механизм 34 начинает снова опускаться вниз.
Во время второй и первой штамповки для лучшей центровки позиций-матриц 7 установлены кулисы 9 и 10, которые при движении по ним позиций-матриц ор-иентируют и центр-ируют их.
Позиции участка г - д -свободные позиции. На позициях участка д - д производится разгрузка готовых стеклоизоляторов. Разгрузка осуществляется за счет кулака 11, на который наезжает свеча 20, поднимается вверх и выталкивает находящийся 1внутри позиции-матрицы стеклоизолятор в неподвижно установленный наклонный лоток 12.
Позиции участка д - а - свободные. Таким образом позиции-матрица 7 -проходят последовательно позиции от а до а, проходят весь технологический цикл по получению стеклоизолятора с ко.нтактной пластиной.
Предмет изобретения
1. Автомат для изготовления стеклоизолято-ров к цоколям ламп накаливания, содержащий
рабочие позиции-матрицы, штампующий мехацизм и мехайизм загрузки ко.нтактцых пластиц, отличающийся тем, что, с целью увеличения скорости и уменьшеция инерционности подвижиых элементов, автомат выполнец ввиде конвейера с четырьмя звездочками, на одной из которых смонтирован цо крайней мере один механизм загрузки .контактных пластин, на другой -механизм загрузки стекла, и на двух остальных- но Крайней мере но одному штампующему механизму, причем указанные звездочки
16
связаны цепью, способной непрерывно двигаться с постоянной скоростью, на которой установлены указанные позиции-матрицы и устройство для выгрузки, например, в виде кулака.
2. Автомат по п. 1, отличающийся тем, что, с целью обеспечения бесперебойности загрузки стекла в позиции- матрицы, указанный механизм загрузки стекла снабжен дозатором в виде диска с отверстияМИ и неподвижным ножом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ЗАЛИВКИ СТЕКЛОИЗОЛЯЦИИ В ЦОКОЛЬ | 1973 |
|
SU408397A1 |
| Автомат для изготовления стеклоизоляторов к цоколям ламп накаливания | 1973 |
|
SU496621A2 |
| АВТОМАТ ДЛЯ ВЫДАВЛИВАНИЯ РЕЗЬБЫВ ЦОКОЛЕ ЭЛЕКТРИЧЕСКИХ ЛАМП И ЗАВАЛЬЦОВКИ В НЕГО СТЕКЛОИЗОЛЯТОРА | 1972 |
|
SU427424A1 |
| Автомат для выдавливания резьбы в цоколе электрических ламп и завальцовки в него стеклоизолятора | 1973 |
|
SU488270A1 |
| АВТОМАТ ДЛЯ НАМАЗКИ ЦОКОЛЕЙ | 1971 |
|
SU424258A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Механизм для поштучной загрузки корпусов цоколей мощных ламп накаливания | 1981 |
|
SU1032498A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| Автомат для изготовления тарелок ножек электровакуумных приборов | 1974 |
|
SU505056A1 |
Н
17
2t
23
Vat. 2 ut.3
Фиг. 5
