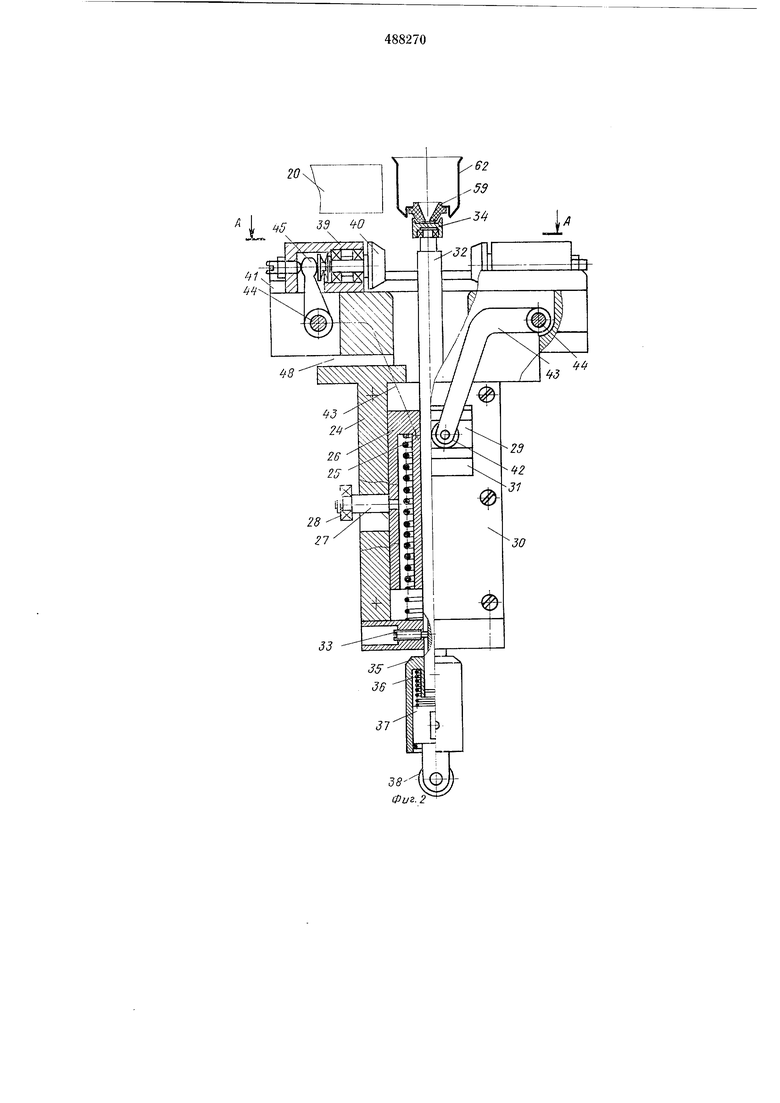
ной 25 ползушка 26. На ползушке 26 закрегь лен палец 27 с ролаком 28. На верхнем конце нолзушки 26 Быпол.нена вллка 29, под которую в крышке 30 вынолнено окно 31. Внутри нолзушки 26 размещена стойка 32, зафнкскрованная от проворота винто м 33. На верхнем конце стойкн 32 на подшнпннке качения установлена онравка 34, а на ннжнем койне - компенеатор, состояш;ий из втулки 35, пружины 36 и штока 37 с роликом 38. Ролнк 38 взанмодействует с путевым кулако м 15. На корпусе 24 установлены суппорты 39 с за каточными ролнка мн 40. Супно-рты 39 размещены в направляющих 41 и получают привод от ползушки 26 через вил.ку 29, ролик 42, рычаг 43, ось 44 и рычаг 45.
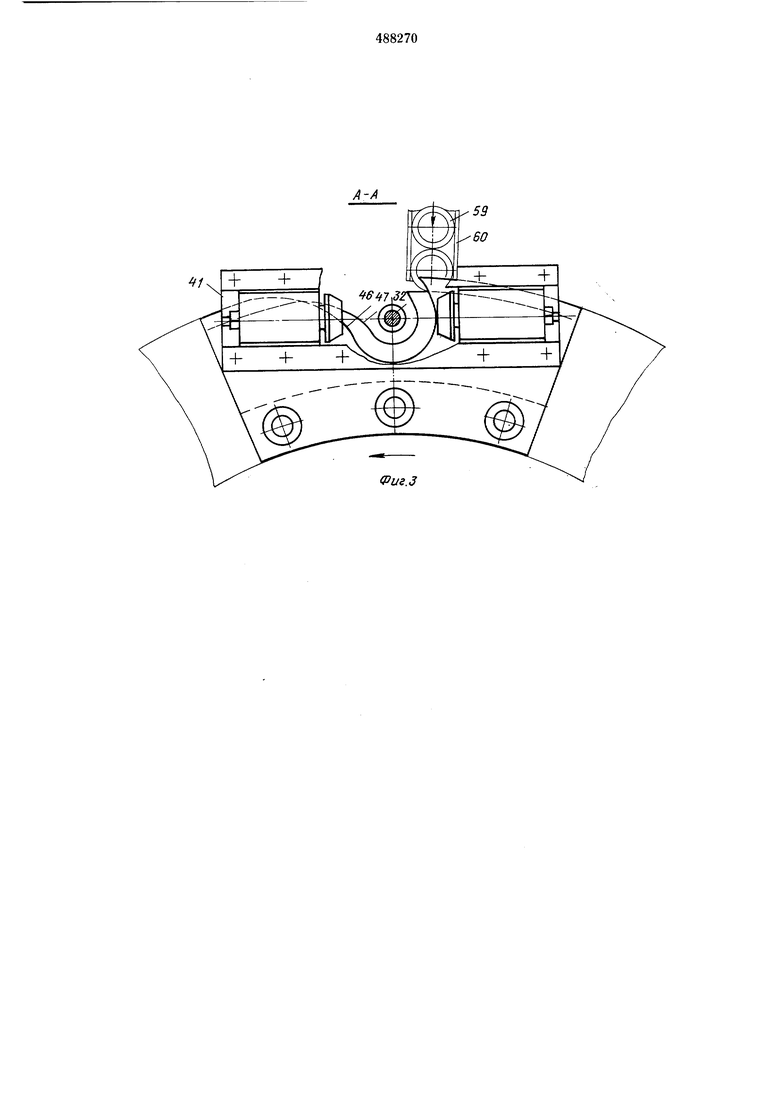
Для повышения компактности автомата рабочие гнезда 46 н 47 (см. фиг. 3) дозатора цоколей и механизма .зля загрузки стеклоизоляторОВ выполнены в корпусе 24 механизма для завальповки стеклоизоляторов и разделены между собой каиавкой 48 (см. фиг. 1 и 2).
Шпиндель резьбодавнльиого механизма (см. фиг. 4) содержит корпус 49, шестерню 50, шпиидель 51, оправку 52 с рабочим инструментОМ 53 и съемник 54, 5за модейст;вующий с кулаком 18. Шпи)1дель 51 подмружинеп пружиной 55 н перемещается вверх - вниз по шлицам за вал 56 через подпружиненную вплку 57 с ролико.м 58 от кулака 17. Шестерня 50 шпинделя находится в зацеплении с шестерней 5.
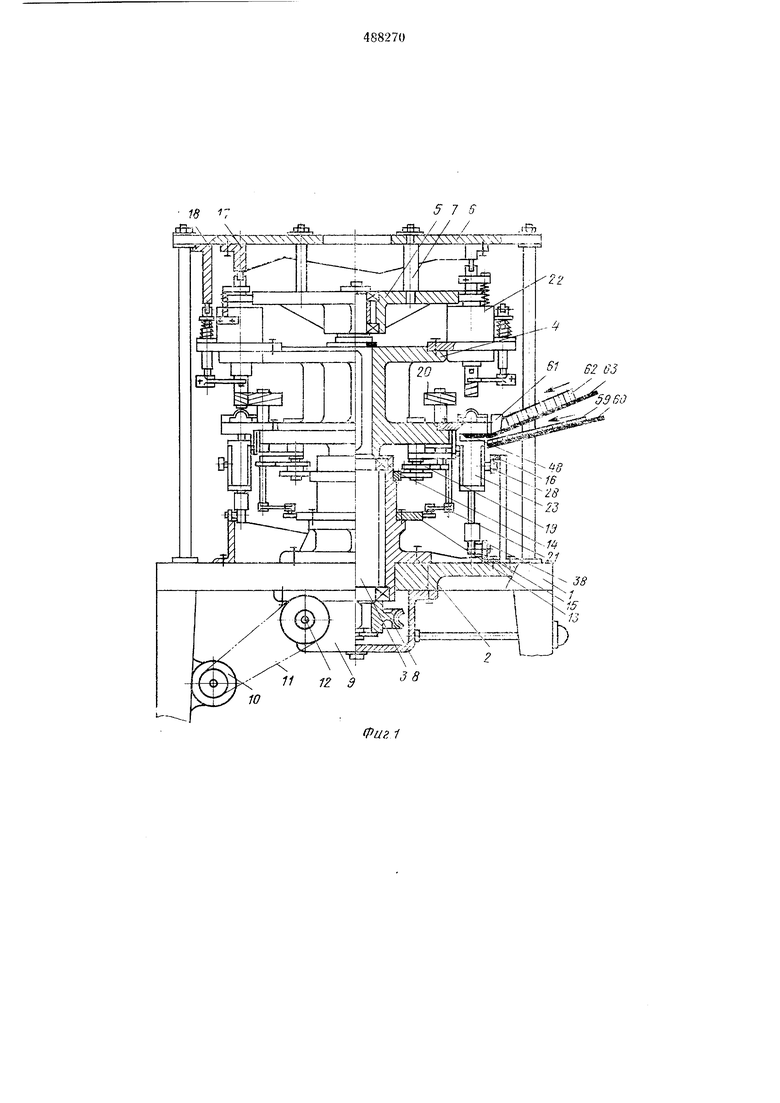
На позициях I и II (см. фиг. 5) ироизводится загрузка стеклоизоляторОВ 59 (см. ф1п 1-3) в меха-ниамы для завальцовки. Оправка 34 прИ этом находится в ниЖНем ноложеннн. Стеклоизоляторы 59 поступают на загруз«у по лотку 60 в ор.нентированном положении п поштучно захватываются рабочими гнездами 47. Стеклоизолятор в гпезде ложится на оправку 34.
На позициях II-III осуществляется коптроль наличия стеклоизолятора 59 в гнезде -17 датчикОМ, который подает импульс на привод блокирующего устройства 61, предотвращающего попадание цо-коля 62 на позицию, иа которой отсутствует стеклоизолятор.
На позициях III-IV производится загрузка цоколей 62 по наклопиому лотку 63 в ;ч|боЧ|Ие гнезда 46. Копец лотка 63 проходит и каиа;В:ку 48. В качестве механизмов подачи стсклоизоляторов и цоколей на наклонные лотки могут быть иснользованы вибробункеры.
На позициях IV-V осуществляется ор-иентация стеклонзолятора относнтельно цоколя,
для чего путевой кулак 15 имеет часто повторяющиеся выступы, образующие вибродорожку. На позициях IV-VI щниидель 51 он -скается.
На нозициях VI-VII оправка 34 н шНнцдель 51 совлгестно подни.маются на уровень накатиого ролика 20 и ролик подводится к цоколю механизмом 21.
На нозициях Vil-VIII ироизводится выдавлиеаПие резьбы н отвод ролика 20 от цоколя.
На иозициях VIII-IX осуществляется подвод суппортов 39 к центру от кула-ка 16.
На нозициях IX-X оправка 34 и щпиндель 51 совместио опускаются. Нри взаимодействии буртика Вращающегося цоколя с роликами 40 производится закатка стеклоизолятора 59 в цоколь 62.
На позицпях X-XI оправка 34 опускается, шпиндель 51 подпимается и съемник 54 опускается. Готовый цоколь сбрасывается с рабочего ипструмепта 53 по лотку, например, и тару.
Таким образом, на нозипиях I-XI проходит весь технологический цикл по выдавливанию резьб) в цожоле и завальцовки в iiero стеклонзолятора.
Нредложен1)1Й .томат можно использовать без переналадки для раздельного выполненпя операций выдагвл -шанпя резьб1 в цоколе и завальцов.ки в него стеклоизолятора.
Предмет и з о б р е т е п и я
35
1.Авто:мат для вь давлива:п.ия резьбы в цоколе электрических ламп н завальцовки в него стеклоизолятора, содержащий не 1рерывио вращаю цуюся карусель, дозатор цоколей,
резьбодавильный механнз.м, .меха;низм для завальцовки, механизм для загрузки стеклонзоляторов и механизм для съема готовых цоколей, отличающийся тем, что, с целью у:Г роще гия конструкции автомата и повып еиия его
точности, дозатор цоколей, механизм для за рузкн стеклоизоляторов и Mexaa™3Nr для запальцовк стеклоизоляторов установлень а арусели соосно резьбодавнльно.у .механизл у н механизму для съема ГОТОВЕЛХ iOKo/ ей.
2.АвтОмат но н. 1, отличающийся тем. что, с целью повышения его компактности, рабочие гнезда дозатора и механизма для за рузки стеклоизоляторов выполнены в корпусе механизма для завальцовки стеклоизоляторов,
t . / / /,1177
т:Шугу(
fpiiz, f
Ж
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ВЫДАВЛИВАНИЯ РЕЗЬБЫВ ЦОКОЛЕ ЭЛЕКТРИЧЕСКИХ ЛАМП И ЗАВАЛЬЦОВКИ В НЕГО СТЕКЛОИЗОЛЯТОРА | 1972 |
|
SU427424A1 |
| Автомат для изготовления стеклоизоляторов к цоколям ламп накаливания | 1973 |
|
SU496621A2 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Механизм выгрузки цоколей | 1976 |
|
SU752557A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗОЛЯТОРОВ К цоколям ЛАМП НАКАЛИВАНИЯ | 1973 |
|
SU386459A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |