Известные устройства для сборки статора иодстроечного конденсатора, выполненные в виде соединенного с приводным двигателем миогонозиционного поворотного стола со сборочными кассетами, размещенными на рабочих позициях загрузочными и исполнительными механизмами и с установленной возле носледней рабочей нозинии приемной кассетой, не обеспечивают требуемой точности сборки статора и не позволяют увеличить производительность.
В предлагаемом устройстве повышение точности сборки статора и увеличение производительности достигнуто тем, что сборочные кассеты снабжены подпружиненными технологическими и прокладочными пластинами; загрузочный механизм, служащий для подачи в сборочные кассеты пластин статора, вынолнен в виде снабженного захватом качающегося рычага, соединенного с опирающимся на кулачок щтоком, на котором расположен зубчатый сектор, соединенный со вторым сектором, укрепленным на коленчатом рычаге, опирающемся на вспомогательный кулачок; разгрузочный механизм, служащий для подачи в сборочные кассеты осей конденсаторов, снабжен рамкой с двумя сквозными каналами, соединенной с рычагом управления, а приемная кассета посредством рычажно-реечного механизма связана с приводным двигателем.
Па фиг. 1 дана К1 нематнческая схема описываемого устройства; на фиг. 2 - схема сборочной кассеты; на фиг. 3 - собираемый статор.
Основой устройства является шестипозицпэнный горизонтальный стол / с шестью равнорасположенными сборочными кассетами 2. Поворот стола и иривод всех механизмов устройства осуществляется от электродвигателя 3 через клиноременную передачу 4, червячный редуктор 5, шестерни 6, распределительный вал 7 с шестернями 8, поводок 9 и мальтийский крест 10. Положение стола относительно нозипии фиксируется стопором }1, работаюшпм от пружины 12. Выводится стопор рычагом 13 от кулачка М, связанного с поводком мальтийского креста.
Ориентированная в вибробупкере 15 пластина статора берется из лотка 16 вибробункера захватом 17 качающегося рычага 18, который совершает вращательное и возвратно-поступательное движение благодаря опирающемуся на кулачок 19 щтоку 20. На последнем расположен зубчатый сектор 21, соединенный со вторым сектором 22, укрепленным на коленчатом рычаге 23, который оннрается на всномогательный кулачок 24. Пластина статора выталкивается из захвата 17 рычагом 25. Последний натыкается на упор 26 в момент
торая совершает поступательное движение вперед за счет пружины 28, а возвратное - с помощью рычага 29, идущего пО кулачковой дорожке 30.
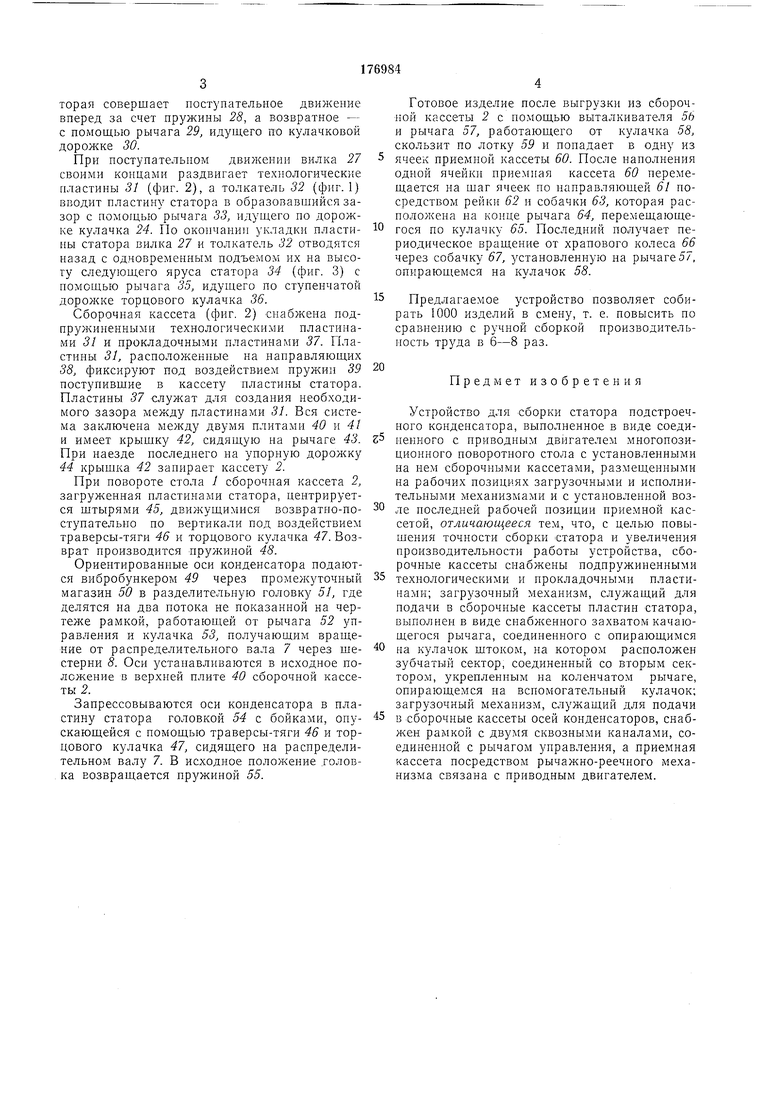
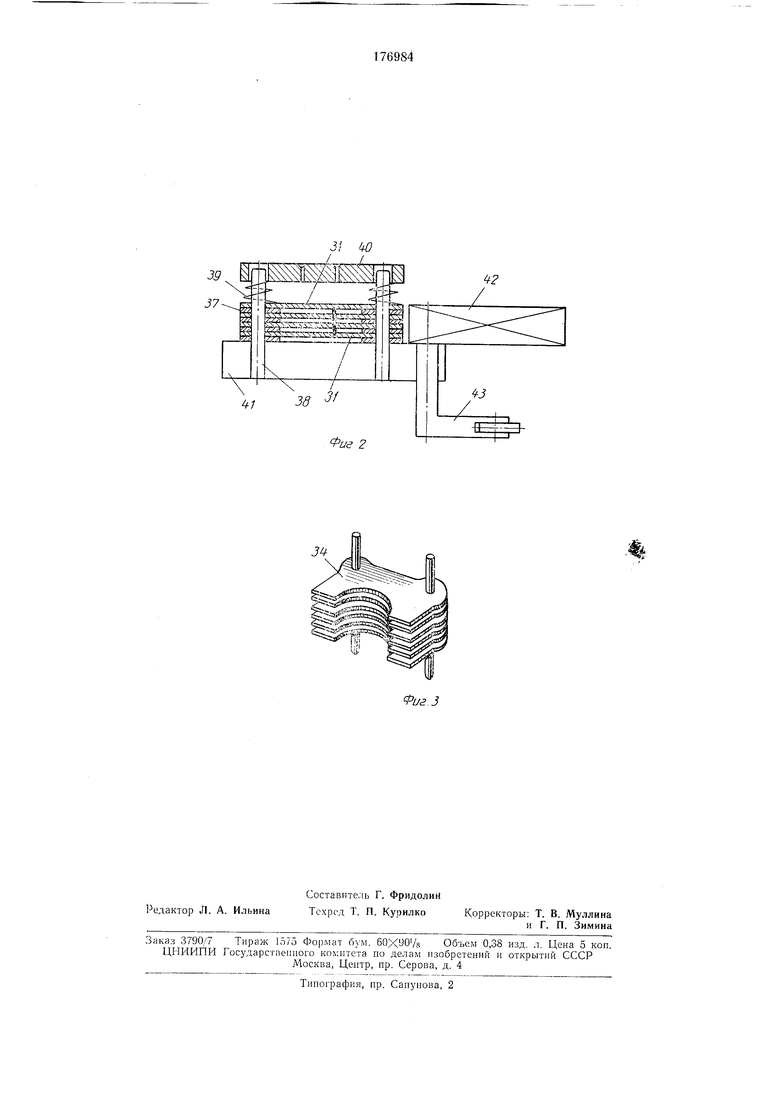
При поступательном движении вилка 27 своими концами раздвигает технологические пластины 31 (фиг. 2), а толкатель 32 (фиг. 1) вводит пластину статора в образовавщийся зазор с помогцыо рычага 33, идущего по дорожке кулачка 24. По окончании укладки пластины статора вилка 27 и толкатель 32 отводятся назад с одновременным подъемом их на высоту следующего яруса статора 34 (фиг. 3) с помощью рычага 35, идущего по ступенчатой дорол ке торцового кулачка 36.
Сборочная кассета (фиг. 2) снабжена подпружиненными технологическими пластинами 31 и прокладочными пластинами 37. Пластины 31, расположенные на направляющих 38, фиксируют под воздействием 35 поступивщие в кассету пластины статора. Пластины 37 служат для создания необходимого зазора между пластииами 31. Вся система заключена между двумя плитами 40 и 41 и имеет крыщку 42, сидящую на рычаге 43. При наезде последнего на упорную дорожку 44 крыщка 42 запирает кассету 2.
При повороте стола / сборочная кассета 2, загруженная пластинами статора, центрируется штырями 45, движущимися возвратно-поступательно по вертикали под воздействием траверсы-тяги 46 и торцового кулачка 47. Возврат производится пружиной 48.
Ориентированиые оси конденсатора подаются вибробункером 49 через промежуточный магазин 50 в разделительную головку 51, где делятся на два потока не показанной на чертеже рамкой, работающей от рычага 52 управления и кулачка 53, пол чающим вращение от распределительного вала 7 через шестерни 8. Оси устанавливаются в исходное полоЛсение в верхней плите 40 сборочной кассеты 2.
Запрессовываются оси конденсатора в пластину статора головкой 54 с бойками, онускающейся с номощью траверсы-тяги 46 и торцового кулачка 47, сидящего на распределительном валу 7. В исходное положение головка возвращается пружиной 55.
Готовое изделие после выгрузки из сборочной кассеты 2 с помощью выталкивателя 56 и рычага 57, работающего от кулачка 58, скользит по лотку 59 и попадает в одну из ячеек приемной кассеты 60. После наполнения одной ячейки приемная кассета 60 перемещается на шаг ячеек но нанравляющей 61 посредством рейки 62 и собачки 63, которая расиоложена на конце рычага 64, перемещающегося но кулачку 65. Последний получает периодическое вращение от храпового колеса 66 через собачку 67, установленную на рычаге 57, опирающемся на кулачок 58.
Предлагаемое устройство позволяет собирать 1000 изделий в смену, т. е. повысить по сравиепию с ручной сборкой производительность труда в 6-8 раз.
Предмет изобретения
Устройство для сборки статора подстроечцого конденсатора, выполненное в виде соединенного с нриводным двигателем многонозиционного поворотного стола с установленными на нем сборочными кассетами, размещенными иа рабочих позициях загрузочными и исиолнительцыми механизмами и с установленной возле последней рабочей позиции приемной кассетой, отличающееся тем, что, с целью повышения точности сборки статора и увеличения производительности работы устройства, сборочные кассеты снабжены подпружиненными
5 технологическими и прокладочными пластинами; загрузочный механизм, для подачи в сборочные кассеты пластин статора, выполнен в виде снабженного захватом качающегося рычага, соединенного с опирающимся
0 на кулачок штоком, на котором расположен зубчатый сектор, соединенный со вторым сектором, укрепленным на коленчатом рычаге, опирающемся на вспомогательный кулачок; загрузочный механизм, служащий для подачи
5 в сборочные кассеты осей конденсаторов, снабжен рамкой с двумя сквозными каналами, соединенной с рычагом управления, а приемная кассета посредством рычажно-реечного механизма связана с приводным двигателем.
/5
,
дО
62
1
Фиг 2
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Автоматическое устройство для сборки бельевых зажимов с лирообразной пружиной | 1983 |
|
SU1151407A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| Автомат для сборки комплектадЕТАлЕй | 1979 |
|
SU841895A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПЕРЕХОДОВ | 1969 |
|
SU250320A1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Сборочный автомат | 1982 |
|
SU1106626A1 |

J
