1
Изобретение относится к области контактной стыковой сварки и может быть использовано при сварке труб.
Известен способ контактной стыковой сварки труб, при котором свариваемые трубы центрируют и зажимают по наружной поверхности.
Однако по такому способу можно сваривать трубы небольших диаметров.
Например, в процессе эксплуатации сварочных машин, производяших зажатие и центровку по наружной поверхности, при сварке обсадных труб диаметром 219 мм наблюдалось образование эллипса в сечении концов свариваемых труб, что приводило к браку сварных стыков и невозможности последуюш,его удаления грата. Естественно, что на величину деформации конца зажимаемой трубы влияет толщина ее стенки. Но с увеличением диаметра применяемых в современной промышленности труб, когда значительно уменьшается кривизна зажимаемой поверхности, устойчивость свариваемых кромок как в процессе зажатия, так и в процессе осадки при одностороннем зажатии и центровке резко падает, что приводит к наползанию в процессе сварки кромок друг на друга (так называемое образование «губы) и браку сварного соединения. На практике прибегают к увеличению длины зажимных устройств. Но эта мера недостаточно
эффективна и приводит к увеличению веса сварочных машин.
Целью изобретения является улучшение качества контактной стыковой сварки труб, особенно тонкостенных труб больших диаметров.
Достигается это тем, что по предлагаемому способу концы свариваемых труб дополнительно зажимают и центрируют по внутренней поверхности.
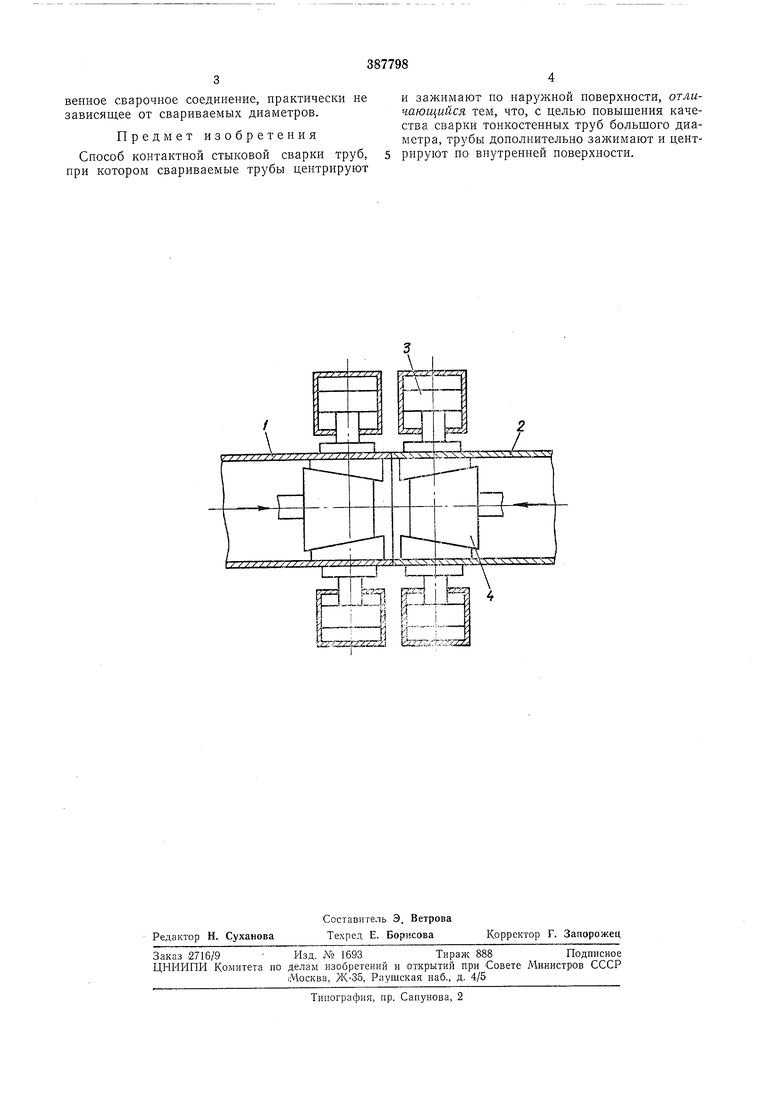
Предлагаемый способ иллюстрируется чертежом.
Концы свариваемых труб 1 к 2 зажимают и центрируют сначала по наружной поверхности при ПОМОШ.И устройства 3. Затем концы труб дополнительно зажимают и центрируют по внутренней поверхности устройством 4, являюш,имся как бы калибром, расположенным внутри труб. Усилие зажатия устройством 3 должно быть на некоторую величину меньше усилия, развиваемого устройством 4, чтобы не нарушить центровку. При этом для упрощения конструкии сварочной машины и гидропривода внутреннее и наружное зажимные устройства конструктивно не связывают между собой. При наличии гидропривода оплавления н осадки на одном из зажимных устройств другое связано механически с ним усилием зажатия через свариваемые трубы.
Такой способ сварки труб исключает потерю устойчивости кромок и обеспечивает качественное сварочное соединение, практически не зависящее от свариваемых диаметров.
Предмет изобретения
Способ контактной стыковой сварки труб, при котором свариваемые трубы центрируют
и зажнмают по наружной поверхности, отличающийся тем, что, с целью повышения качества сварки тонкостенных труб большого диаметра, трубы дополнительно зажимают и центрируют по внутренней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Способ контактной стыковой сварки оплавлением труб | 1990 |
|
SU1799701A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| Способ контактной стыковой сварки труб и устройство для его осуществления | 1986 |
|
SU1409432A1 |
| Способ установки труб при контактной стыковой сварке оплавлением | 1988 |
|
SU1532234A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
&k2zzi/T.
tp
fezzi ггг КЕл L-Ь t1-Ii-I
„ I
,.jj ||-„.-..|,„-I
