1
Изобретение относится к области, сварки и может быть ис пользован о при высокочастотной сварке п,рЯ|Мошо1Б1Ных Tpyi6 и других изделий.
Известны способы автоматичеокого регулирования проадсса. высо-кочастотной сварки путем воздействия «а мощность источника пита-ни.я нагревательного устройства в зависимости: от сипна-ла, характеризующего параметры сварочного процесса.
Однако неста.бильность скорости сварки, которая проявлЯ(ется даже на станах со стабилиз,ирующи(ми приводами во время переходных процессов при изменении мом.еита на валки клети, приводит к ухудшению качества сварною шва. На нестабильность скорости перемещения изделия влияет также его прОСкальзывани.е относительно валков.
По предлагаемому способу, в качестве регуширую.щего сигнала используют мощность, корректируемую в зависимости от фактинеокой скорости перемещения, свариваемого изделия.
Это павыщает стабильность качества сварн,ого щва.
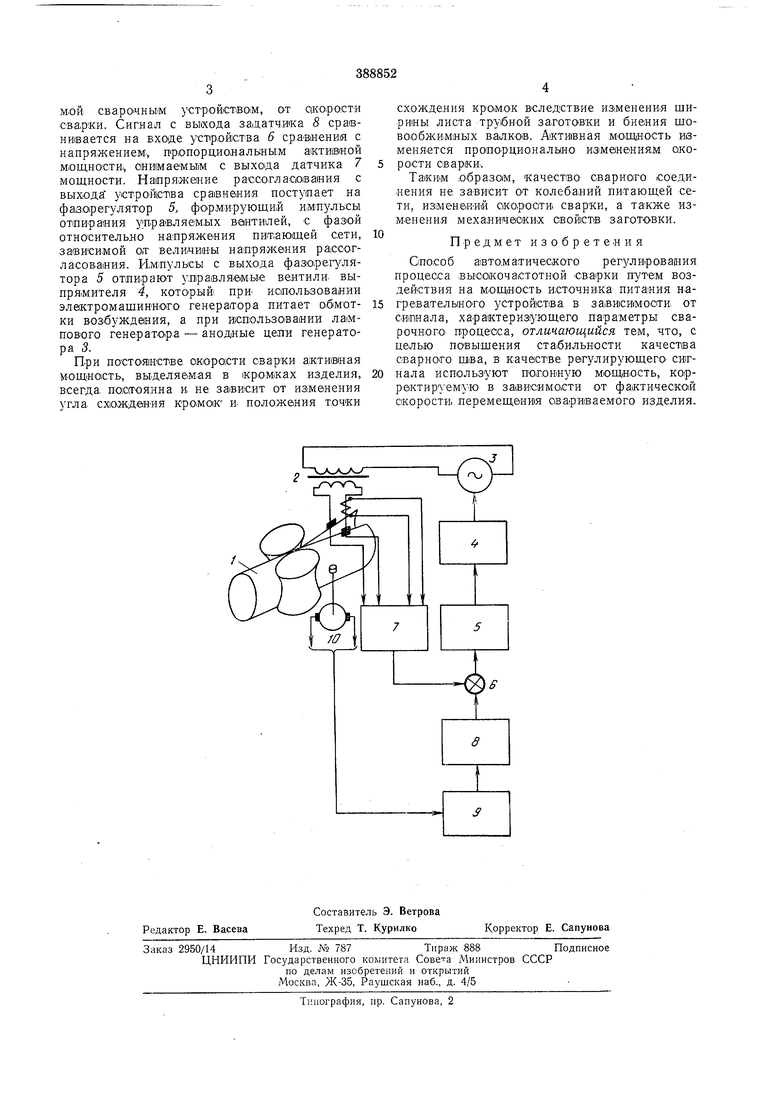
На чертеже изображена схема автоматического регулирования процесса высо1ко«аст,отной сварки по предлага,ем,аму способу.
Кромки трубной заготовки / подключены через скользящие контакты ко вторичной обмотке тра|НСфо,рматора 2, первичная обмотка которого подключена к высокочастотному генератору 3. В случае всггользования электром.ашинно,го генератора к выпрямителю 4 на управляемых вентилях подключается обмотка возбуждения генератора. При питании сварочной установ,ки от лампового генератора выпрямитель 4 питает анодные цепи. эт,ого генератора. У|Правляю,щие электроды вентилей вьшрямите,ля подклюнены к выходу фаз,орегулятора. 5, вход которого подключен к выходу устройства 6 сравнения. Один ие выxoдo в последнего пО|Дключен к датчику 7 активной мощности, входы которого подключе(Ны к скользящим контактам и трансформа,тору тока в сварной цепи, а второй вх|0,д устройства сравне|ния подключен к задатчику 8, соеди|нен,ному с функциональным, п,рео,бразователем 9, вход которого овя-заа с датчиком
10 скорости (тахогенератором), ось которого связана со свари1ваемы,м изделием через обрези1не нный ролик.
При подключении привода перемещения свариваемого изделия к сети напряжение с
датчика 10 скорости поступает на. вход функционального преобразователя 9, к выходу которого подключен задатчик 8. Необходимость в функциональном преобразователе сигнала с датчика скорости диктуется нелинейиой зависимостью мощности, потреблявм.ой сварочныгм устройством, от акорости сварки. Сигнал с вьжода за|Датчи1ка 8 сравнивается на входе уст1ройства 6 сравнения с напряжением, пропорцисиалвным активиой МОЩНОСТИ:, сни1маемы1М с выхода датчика 7 мощности. Напряжение рассогласования с выхода устрОй1СТ1ва сравнения поступает на фазорегулятор 5, фОрмирующий им;пульсы отпираеия управляемых вантияей, с фазой относительно напряжения питающей сети, зависимой OiT велинииы напряжения рассогласоваиия. Импульсы с выхода фазорегулятора 5 отпирают управляемые вентили, выпрямителя 4, который при. исиользовании электромашинного генера(тора питает обмотки возбуждения, а при использовании лампового генератора - анодны.е цепи генератора 3.
При постОЯ1НСТ1ве ок1ОрО Сти сварки активная м.ощ№ость, выделяем.ая в кромках изделия, всегда посггоянна и не зависит от изменения угла схюжд&НИЯ кромок и- положения точки
схождения KpoiMOK вследствие изменеии.я щири ны листа трубной заготовки и биения щовообжи.мных валков. Активная мощность ивменя-ется пропо.рционалыно измвнеНия.м скорости сварки..
Таким о.бразо1М, качество сварного соединения не зависит от колебаний питающей сети, изменений скорооти сварки, а также изм.енения мехаличеоки.х свойств заготовки.
Предмет изобрете.ння
Способ автоматического регулирования процесса высокочастотной сварки путем возде.йствия на мощность и.сточника питания нагревателыного устройства, в зависимости, от ситнала, характеризующего параметры сварочного процесса, отличающийся тем, что, с целью повыщения стабильности качества сварного шва, в качестве регулирующего си1гиала используют погонную мощность, корректируемую в зависимости от фактической скорости, .перемещения свариваемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯТОР НАПРЯЖЕНИЯ ВЫСОКОЧАСТОТНОЙ СВАРОЧНОЙ УСТАНОВКИ | 1971 |
|
SU413003A1 |
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| ЭЛЕКТРИЧЕСКИЙ БЛОК УСТРОЙСТВА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПЛАСТМАСС | 1992 |
|
RU2017623C1 |
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| Устройство для автоматического ре-гулиРОВАНия пРОцЕССА ВыСОКОчАСТОТ-НОй СВАРКи | 1979 |
|
SU846177A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
