1
Изобретение относится к способам устранения сварочных деформаций, преимущественно при сварке элементов малых толщин.
Известен способ снижения сварочных деформаций, по которому в изделии после сварки создают градиент температур по поперечному сечению сварного соединения, приводящий к возникновению нластических деформаций удлинения и перераспределению остаточных напряжений.
С целью упрощения технологии и повыщения качества свар«и градиент темлератур создают путем глубокого охлаждения шва и околошовной зоны с одновременным нагревом соседних с околошовной зоной участков.
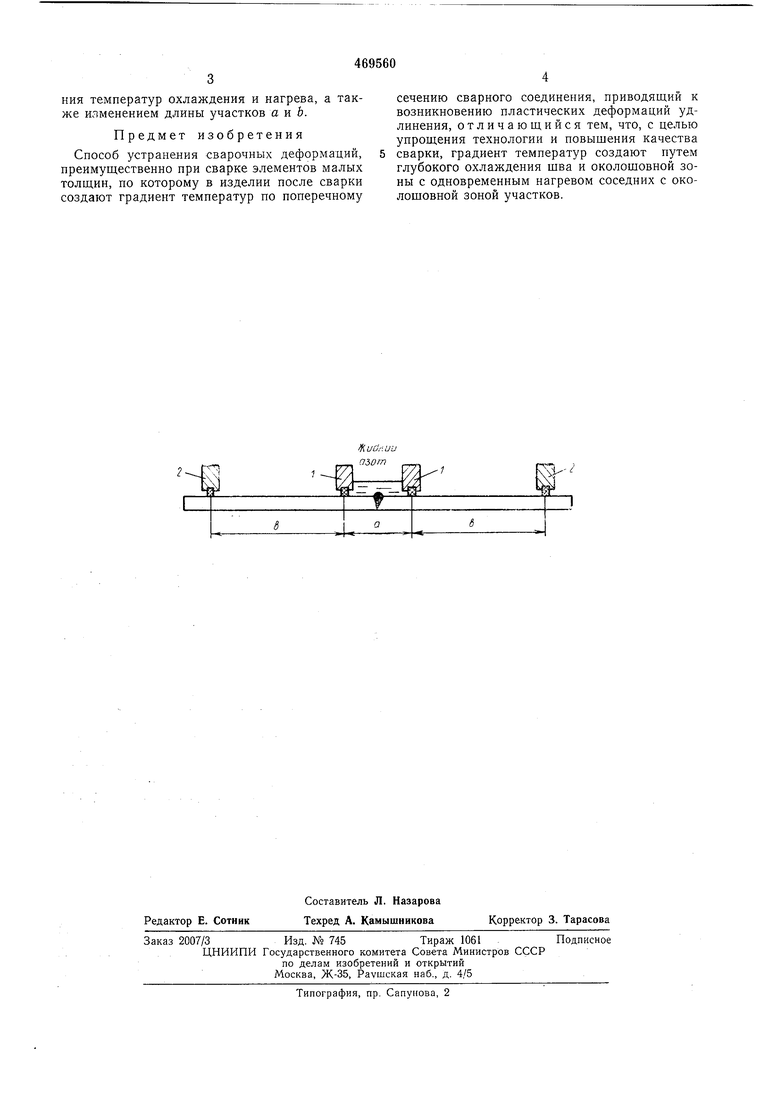
Способ поясняется чертежом.
Сварной шов и примыкающая к нему зона на участке а охлаждаются до низких температур одновременно с нагревом соседних участков b до высоких температур. Таким образом, создаваемый градиент температур в сварном соединении как бы продолжает процесс остывания после сварки.
Возникающие пластические деформации удчинения на участке а после выравнивания температур приводят к перераспределению поля остаточных напряжений, в частности к уменьшению величин сжимающих (и растягивающих) напряжений.- Это, в свою очередь,
вызывает уменьшение деформаций потери устойчивости тонколистового элемента. Практически участок а охлаждался жидким азотом (-196°С) путем заливки его между прижимными направляющими 1. Эксперименты, проведенные на пластинах толщиной 1,5; 2,3 мм из А.Мтб показали, что температура, достигаемая в зоне а, равна -90-110°С. Нагрев участков b осуществлялся путем заливки горячей воды температурой 90-100°С или горячего масла (индустриальное с температурой вспыщки -|-280°С) в специальное приспособление 2. Результаты экспериментов показали, что остаточные продольные растягивающие
напряжения ах в зоне шва уменьшились с
10до 4 , а деформации потери устойММ М.Мчивости (величина прогиба пластины в продольном направлении) на 70-80%.
Принципиально нагрев участков металла b возмол ен и новыми способами: радиационным, с помощью подогреваемых обкладок и т. д.
Преимущества предлагаемого способа заключаются в том, что практически обработка сварного соединения осуществляется по всей его длине с помопгью простых средств и приспособлений без приложения внешних усилий к сварному элементу или изделию, кроме того, можно регулировать процесс путем изменения температур охлаждения и нагрева, а также изменением длины участков а и Ь.
Предмет изобретения
Способ устранения сварочных деформаций, преимущественно при сварке элементов малых толщин, по которому в изделии после сварки создают градиент температур по поперечному
сечению сварного соединения, приводящий к возникновению пластических деформаций удлинения, отличающийся тем, что, с целью упрощения технологии и повышения качества сварки, градиент температур создают путем глубокого охлаждения щва и околощовной зоны с одновременным нагревом соседних с околощовной зоной участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения сварочных деформаций и напряжений | 1982 |
|
SU1085724A1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| Способ термической обработки сварных соединений | 1989 |
|
SU1719446A1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ регулирования остаточных сварочных напряжений | 1989 |
|
SU1632709A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В ТОРОИДАЛЬНЫХ КОНСТРУКЦИЯХ ОБОЛОЧКОВОГО ТИПА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313433C1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |
